Подробная схема чертеж для устройства заточки ножей. Приспособление для заточки ножей своими руками — пошаговая инструкция с фото примерами
Самая простая вариация заточки – самодельный прибор из деревянных и абразивных брусков. Для его изготовления вам понадобятся по два бруска каждого типа – они должны быть строго одинаковых габаритов. Деревянные изделия предварительно нужно обработать наждачной бумагой, чтобы удалить с их поверхности все заусеницы.
Непосредственно процедура изготовления не вызовет сложностей. Сначала разметьте деревянные бруски: учитывая необходимый угол заточки ножей, нанесите линии для будущих креплений абразивных заготовок. Затем приложите к полученным линиям точильные бруски и отметьте на древесине их ширину. Следующий шаг – пропилы: по разметке сделайте на обоих деревянных изделиях пропилы требуемого наклона и глубины 1-1,5 см. В углубления вставьте абразивные бруски и закрепите их с помощью болтов.
Совет. Чтобы получившееся приспособление в процессе обслуживания ножей не скользило по поверхности, снизу закрепите к нему резиновую прокладку – она придаст прибору необходимую устойчивость.
Массивная точилка на подставке
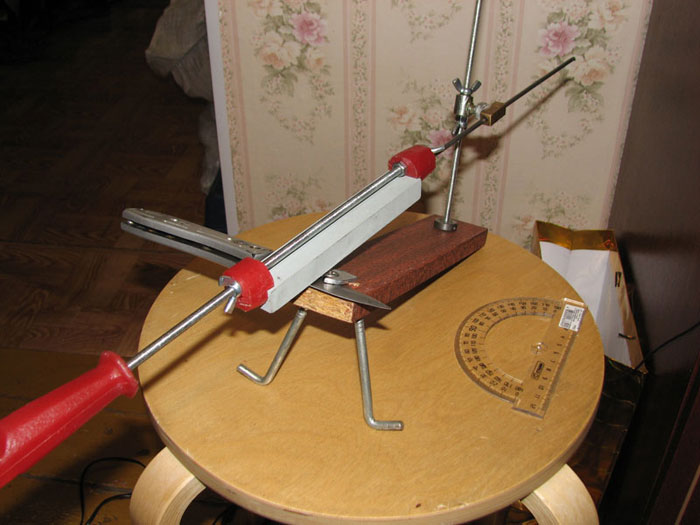
Более сложная вариация ножеточки – подставка с отдельной опорой и точильной насадкой-стержнем. Для ее изготовления понадобятся:
- лист ДСП;
- древесный брусок длиной 8 см и сечением 2х4 см;
- стальной стержень М6 или М8;
- оргстекло 6х12 см;
- магнит с отверстиями для крепежей;
- саморезы, болты, гайки-барашки;
- деревянные зажимы;
- резиновые ножки;
- пила и дрель.

Схема сооружения точилки:
- Вырежьте из ДСП-листа три заготовки: 7х8 см, 8х30 см и 12х37 см.
- На продолговатой стороне заготовки 8х30 см, отступив 6 см от края, выполните отверстие.
- В углах заготовки 12х37 см просверлите отверстия для ножек.
- Просверлите два сквозных перпендикулярных отверстия в деревянном бруске: первый – в 3 см от края, второй – в 3 см от первого. От края изделия до первого отверстия выпилите углубление толщиной 1 см.
- Выполните прорезь в центре планки огрстекла.
- На заготовке 12х37 см, отступив 4 см от края, двумя саморезами перпендикулярно закрепите заготовку 7х8 см. Сверху саморезами зафиксируйте заготовку 8х30 см.
- В высшей точке установленной заготовки 8х30 см просверлите небольшое углубление и саморезами зафиксируйте в ней магнит. На эту же заготовку положите огрстекло – скрепите изделия болтом сквозь ранее выполненные отверстие и прорезь.
- На любом крае заготовки 12х37 см просверлите отверстие для стального точильного стержня и зафиксируйте его там гайкой-барашкой.
- Наденьте на стержень брусок, закрепив его болтом с гайкой.
- Из стержня, гаек и двух зажимов соберите держатель для ножа.
- Прикрутите ножки к готовой подставке.
Как правильно точить нож?
Для качественного еще недостаточно соорудить одно из вышепредложенных приспособлений – нужно еще и освоить правила ручной заточки, и разобраться в порядке работ.

Сперва вычисляется необходимый угол заточки инструмента – его нужно выдерживать на протяжении всего процесса заточки. Далее плавными движениями поочередно «от себя» и «на себя» начинайте водить лезвие по точильному элементу – абразиву или стержню. За одно движение должен пройти по точилке от края до края. При этом движения выполняются перпендикулярно кромке лезвия.
Важно! По завершению каждого прохода лезвие должно оставаться на точилке, а не срываться с него, иначе можно не только еще больше затупить нож, но и деформировать его боковую поверхность.
Водите лезвие по точилке одним боком до тех пор, пока с его обратной стороны не появится заусеница – затем переверните нож и начинайте аналогичным образом точить второй бок лезвия. Продолжайте заточку с попеременной сменой сторон, пока заусеницы полностью не исчезнут. Постепенно уменьшайте силу нажима ножа.
Как определить угол заточки?
Важнейший параметр заточки ножа – требуемый угол наклона лезвий. Он зависит от сферы применения конкретного инструмента и спектра задач, которые на него возлагаются:
- Бритва любого типа – угол 10-15 градусов.
- Нож для филе – 15 градусов.
- Нож для фруктов, хлебных изделий и овощей – 15-20 градусов.
- Полифункциональные инструменты для нарезки продуктов питания – 20-25 градусов.
- Охотничьи ножи – 25 градусов. Такие лезвия рассчитаны для разрезания не только мягких продуктов, но и древесины, костей, тканей.
- Хозяйственные ножи общего назначения – 25-30 градусов.
- Туристические и походные ножи – 30-35 градусов.
- Ножи для разрезания твердых материалов – 30-50 градусов. Чем больше угол заточки, тем хуже такой нож режет продукты питания, но тем лучше справляется с древесиной, стволами, пластиком.
Учтите, что существуют и комбинированные ножи: они разделены на несколько зон с разными углами заточки. Преимущество таких инструментов – универсальность, недостаток – сложность обслуживания.
Итак, собственноручная сборка приспособления для заточки ножей – отличный выход из ситуации, когда нет желания покупать профессиональный прибор или регулярно обращаться к мастерам для обслуживания инструментов. Перед вами два варианта изготовления точилок разного уровня сложности – выбирайте, какая вам по силам, и используйте ее строго по обозначенным правилам, дабы заточка была не только качественной, но и безопасной.
Точилка для ножей своими руками: видео
Затупился, и становится невозможно нормально нарезать хлеб, мясо или другие продукты. Тупой инструмент не только неудобен, но и небезопасен, так как способен соскочить с продукта, который подвергается нарезке, и травмировать человека. Поэтому в каждом доме должно присутствовать устройство для заточки ножей.
Функции устройства для заточки ножей
Приспособление можно приобрести в специализированных магазинах. При этом у многие интересуются: как называется устройство для заточки ножей? Оно имеет много вариантов названий: заточка, наждак, брусок. Но бывает, что приобретенное устройство не всегда устраивает потребителя. В этом случае можно изготовить заточку самостоятельно.
Для того, чтобы нож эффективно осуществлял свои функции, важно правильно провести его заточку. Она должна восстановить оптимальный угол между гранями лезвия, который бывает разным:
- нож для резки хлеба и овощей – его затачивание производят под углом в 15-20 градусов;
- многофункциональные инструменты для обработки различных видов продуктов – 20-25 градусов;
- охотничьи и – 25-30 градусов;
- инструменты для обработки твердых материалов – 30-40 градусов.
Для того, чтобы наточить лезвие под нужным углом, и существуют заточки. Их конструкция состоит из двух частей:
- брусок из абразивного материала;
- угол для крепления ножа.
Зажимные устройства для заточки ножей
Принцип действия зажимного устройства для заточки ножей состоит в следующем. Нож закрепляют в губках зажима. Заточный камень с помощью поступательных движений осуществляет формирование режущей ровной кромки под необходимым углом на острие ножа. Чтобы достичь идеальной остроты инструмента, происходит последовательная смена заточных камней. При этом движение камней должно быть строго перпендикулярным участку, который затачивается.
Лучшие устройства заточки ножей
Лучшими устройствами заточки ножей считаются те, которые способны эффективно заточить инструмент и обеспечить его работу. Брусок может быть сделан из различных материалов, а именно:
- камни;
- деревянные бруски;
- монтажные уголки.
Камни, которые используют для изготовления бруска для заточки, бывают таких видов:
- водные приспособления – при работе с ними применяется вода, это обеспечивает экономный расход поверхности камня;
- масляные камни – они очень похожи на водные по своей структуре и форме, но отличаются более маслянистой поверхностью;
- природные – это натуральные камни, которые подверглись промышленной обработке;
- искусственные камни – для их производства используют ненатуральные материалы.
Кроме того, абразивный брусок можно сделать самостоятельно. Для этого берутся пластины из стекла, имеющие прямоугольную форму и толщину 4-5 мм. На их поверхность наклеивают наждачную бумагу разной зернистости, используя для этого двусторонний скотч.
Устройство из деревянных брусков самостоятельно делают следующим образом. Для изготовления заточки берут 2 деревянных и 2 абразивных бруска одного размера. Дерево шлифуют наждачной бумагой, убирая все заусеницы. На бруски наносят разметку в зависимости от нужного угла, к ней прикладывают точильный камень и отмечают его ширину. По разметкам делают пропилы на глубину 1,5 см. В углубления вставляют абразивные бруски и закрепляют болтами.
Наличие в вашем доме устройства для заточки ножей позволит всегда содержать инструменты в надлежащем состоянии.
 |
При сверлении отверстий в деталях, изготовленных из металла, используемый инструмент подвергается активному износу, что приводит к интенсивному нагреву сверл и, как следствие, к их выходу из строя. Чтобы избежать этого, необходимо регулярно восстанавливать их геометрические параметры, а сделать это максимально точно и качественно помогает специальное приспособление для заточки сверл. Это нехитрое устройство, которое можно изготовить своими руками, позволяет быстро и качественно затачивать затупившиеся сверла и не тратить деньги на приобретение новых.
Особенно актуальным приспособление, предназначенное для заточки сверл, является в тех случаях, когда этими инструментами приходится часто работать по металлу, в результате чего они быстро изнашиваются и требуют регулярного восстановления. При обработке древесины используемое для этих целей сверло практически не изнашивается, соответственно, требует минимального внимания к параметрам своей заточки. Для сверл, режущая часть которых оснащена твердосплавными пластинами, такое приспособление тоже не особенно значимо, так как они практически не подвергаются переточке и используются мастерами до полного износа или поломки.
Многие опытные специалисты вообще не применяют приспособления для заточки, полностью полагаясь на свой опыт и глазомер. Однако, как показывает практика, в таких случаях лучше все же использовать устройства, позволяющие механизировать данный процесс. Это обеспечит максимальную точность и требуемое качество результата.

На современном рынке предлагается множество приспособлений для заточки сверл, позволяющих быстро, качественно и точно восстановить геометрию режущего инструмента даже в том случае, если вы не имеете опыта выполнения подобных процедур. Между тем можно не тратить деньги на приобретение таких приспособлений, а изготовить простейший станок для заточки сверл своими руками.
Варианты изготовления
На каком бы приспособлении или станке ни выполнялась заточка сверла по металлу, ее качество необходимо контролировать. Для этого используется специальный шаблон, который также может быть серийным или изготовленным своими руками. Этот шаблон необходим прежде всего для контроля точности углов режущей части, которые формируются в процессе заточки сверла. Инструменты, используемые для работ с различными материалами, отличаются друг от друга в том числе величинами таких углов. Узнать точные значения последних можно из справочной таблицы.

Работая с разными материалами и зная величины углов режущей части сверл для таких материалов, можно изготовить сразу несколько шаблонов и использовать их для контроля правильности заточки одного и того же сверла, выступающего в данном случае в роли универсального инструмента.
В качестве простейшей приспособы для заточки сверл можно применять втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом. Подбирая втулку для такого приспособления, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла. Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже 1–2° отклонения его оси от требуемого значения может серьезно снизить качество и точность выполняемой заточки.
![]()
Самодельное приспособление для заточки сверл лучше сразу оснастить обоймой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам чаще всего используемых вами сверл. Можно поступить проще и дополнить такое приспособление, применяемое для заточки сверл, деревянным бруском. В бруске надо просверлить отверстия, соответствующие размерам инструментов различного диаметра. Важнейшим элементом конструкции такого приспособления является подручник, который одновременно решает несколько важных задач:
- обеспечивает правильную фиксацию сверла и его точное перемещение по отношению к поверхности точильного круга;
- выступает в качестве надежного упора для обрабатываемого инструмента.
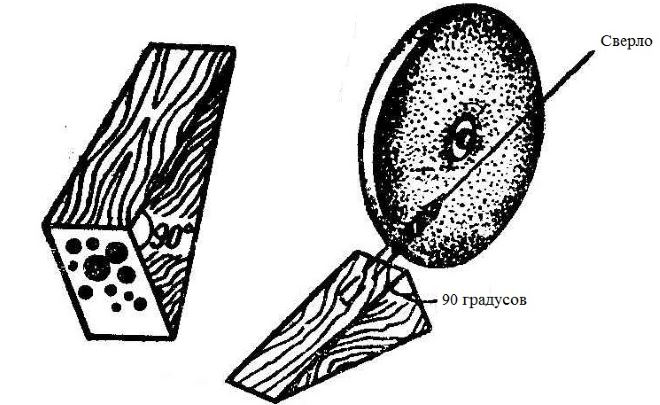
Подобным приспособлением на основе дубового бруска с отверстиями разного диаметра пользовались еще наши деды, которые с его помощью выполняли качественную и точную заточку сверл. Основная задача, которую должен решать самодельный станок или приспособление, используемые для заточки сверл, – правильно ориентировать режущую часть обрабатываемого сверла по отношению к рабочей поверхности точильного круга.
Чтобы изготовить самодельный станок для заточки сверл, можно использовать различные конструктивные исполнения подобных приспособлений. Соответствующие чертежи несложно найти в интернете. Более того, если понять принцип работы такого устройства, то свой заточный станок можно изготовить и по собственной конструкции.
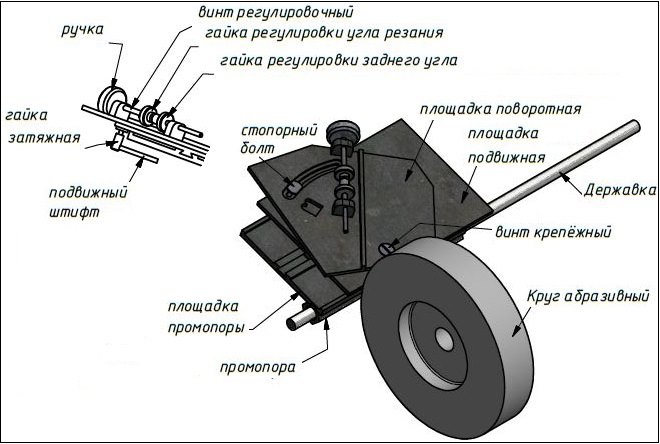
Чертежи деталей приспособления
Промопора
Площадка промопоры
Подвижная площадка
Крепление сверла и упорный винт
Поворотная площадка
Болты, гайки, штифты и шайбы
Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: в процессе его использования затачиваемое сверло не должно проворачиваться вокруг своей оси. Если инструмент провернется даже на небольшой угол, заточку придется выполнять заново.
После заточки сверла ему следует дать остыть. Затем надо проверить его восстановленные геометрические параметры при помощи шаблона. Необходимо иметь в виду, что режущие кромки инструмента могут отличаться друг от друга по длине не более, чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл, отличающихся небольшим диаметром.
Среди ошибок, допускаемых при заточке сверл с использованием такого приспособления, выделяются две наиболее типичные.
- Длина режущих кромок даже при их симметричности и правильно подобранных углах является неодинаковой, соответственно, центр сверления смещен относительно оси инструмента. Сверло, при заточке которого допущена такая ошибка, будет создавать сильное биение в процессе сверления, а попасть им в центр будущего отверстия на поверхности заготовки будет достаточно сложно. Заточенный таким образом инструмент с большой долей вероятности сломается в процессе дальнейшей эксплуатации.
- При точной центровке сверла углы, под которыми располагаются его режущие кромки, несимметричны. Поскольку из-за этого будет работать только одна режущая кромка, сверление будет происходить медленно, при этом наконечник инструмента будет активно нагреваться. Это приведет к отпуску металла, из которого изготовлено сверло, а создаваемое отверстие окажется разбитым (будет иметь диаметр, превышающий поперечный размер самого инструмента).
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.

Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.

Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.

Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Для того чтобы успешно затачивать сверла по металлу, большая часть которых изготавливается из быстрорежущей стали, необходимо использовать достаточно твердый точильный круг. В этом качестве можно применять абразивный инструмент, выполненный из карбида кремния. Такие круги, которые можно узнать по зеленому цвету и маркировке 64С, должны иметь зернистость, находящуюся в диапазоне 8Н – 16Н. Используя диски из этого материала, необходимо иметь в виду, что они сильно нагреваются при работе, поэтому не следует допускать, чтобы затачиваемое сверло находилось в длительном контакте с абразивным инструментом. Чтобы не допустить перегрева сверла при его заточке на таком диске, инструмент необходимо регулярно охлаждать, используя для этого водный раствор соды.
Большинство деталей для заточного станочка можно изготовить буквально из чего угодно, следуя общему принципу устройства. Как пример возьмём ламинированную или полированную ящичную фанеру толщиной 8-12 мм, которая повсеместно применялась при изготовлении корпусов советской радиотехники.
Основание должно быть тяжёлым — около 3,5-5 кг — иначе станок будет неустойчивым и непригодным для заточки тяжелого рубящего инструмента. Поэтому приветствуется включение в конструкцию стальных элементов, например, основание корпуса можно «подковать» уголком 20х20 мм.
Из фанеры нужно выпилить лобзиком две детали в форме прямоугольной трапеции с основаниями 170 и 60 мм и высотой 230 мм. При резе оставляйте припуск 0,5-0,7 мм на обработку торцов: они должны быть прямыми и точно соответствовать разметке.
Третья деталь — наклонная плоскость из фанерной дощечки размерами 230х150 мм. Она устанавливается между наклонными сторонами боковых стенок, при этом трапеции боковинок опираются на прямоугольную боковую сторону.
Другими словами, основание станка — это своего рода клин, но наклонная плоскость должна выступать в передней части на 40 мм. По торцам боковых стенок отложите рейсмусом две линии с отступом вполовину толщины фанеры. Просверлите в каждой дощечке по три отверстия для скрепления деталей шурупами. Перенесите сверловку на торцы наклонной части, временно соедините детали основания.
В задней части боковые стенки соединяются бруском 60х60 мм, который крепится в торец двумя шурупами с каждой стороны. В бруске нужно изготовить 10 мм вертикальное отверстие с отступом в 50 мм от центра, то есть 25 мм от края. Чтобы быть уверенным в вертикальности, лучше сперва сверлить тонким сверлом с обеих сторон, а затем расширять. Сверху и снизу вкрутите в отверстие две футорки с внутренней резьбой М10, а в них — 10 мм шпильку длиной 250 мм. Здесь может потребоваться немного подрегулировать нижнюю футорку, если её резьба не совпадает со шпилькой.
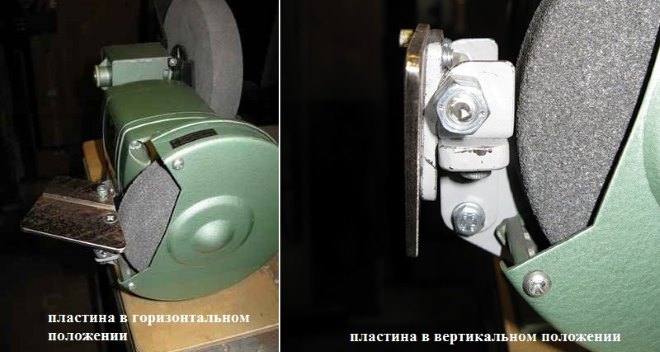
Устройство подручника.
Снимите с основания плоскую наклонную часть — её нужно доработать, снабдив устройством фиксации и прижима обрабатываемого инструмента.
Сперва отложите от переднего края 40 мм и по этой линии припасовочной ножовкой запилите паз глубиной около 2 мм. Секционным или сапожным ножом с торца дощечки сколите два верхних слоя шпона, чтобы образовалась выборка, в которую можно вложить 2 мм стальную пластину заподлицо с общей плоскостью.
Подручник состоит из двух стальных планок 170х60 мм и 150х40 мм. Их нужно сложить вместе по длинному торцу с равномерными отступами по краям и изготовить три сквозных отверстия на 6 мм. Планки по этим отверстиям нужно стянуть болтами, располагая шляпки со стороны верхней, более крупной пластины. Дуговой сваркой пропеките каждую шляпку, сваривая её с пластиной, затем снимите наплывы металла и зашлифуйте пластину до получения идеально ровной плоскости.
Приложите более узкую ответную планку к выборке на краю и перенесите отверстия сверлом, затем закрепите подручник болтами. Перед установкой его также можно намагнитить постоянным током, это поможет в заточке мелких лезвий.
Механизм фиксации.
Вторая часть подручника — прижимная планка. Она также изготавливается из двух деталей:
- Верхняя Г-образная планка 150х180 мм с шириной полок около 45-50 мм.
- Нижняя ответная планка прямоугольной формы 50х100 мм.
Детали нужно сложить наподобие того, как складывались части подручника, располагая ответную планку у дальнего края верхней прижимной. По центру проделываем два отверстия с отступом в 25 мм от краёв маленькой детали, через них стягиваем детали двумя 8 мм болтами. Заводить их нужно в противоположных направлениях, при этом шляпка верхнего (ближнего) болта располагается со стороны прижимной планки. Шляпки болтов также привариваются к пластинам и предварительно шлифуются до получения аккуратных скруглений.
На наклонной дощечке с отступом в 40 мм от края проведите рейсмусом линию, и изготовьте по одному 8 мм отверстию в 25 мм от верхнего и нижнего краев. Соедините разметкой края отверстий и лобзиком сделайте пропил с припуском. Полученный паз доведите напильником до ширины 8,2-8,5 мм.
Скрепите прижимную и ответную планку через паз в дощечке. Выступающий сверху болт затяните гайкой так, чтобы планка сохраняла минимальную подвижность, затем законтрите соединение второй гайкой. Для прижима или отпуска планки снизу (в нише основания) накрутите на второй болт гайку-барашек.
Регулировка угла заточки.
На шпильку, вкрученную в брусок основы, набросьте широкую шайбу и затяните гайку, чтобы стержень не проворачивался в футорках.
Регулировочную колодку нужно изготовить из небольшого бруска твёрдого материала размерами примерно 20х40х80 мм. Берите карболит, текстолит или древесину твёрдых пород.
В 15 мм от края колодка сверлится в 20 мм торец с двух сторон, отверстие расширяется до 9 мм, затем внутри нарезаем резьбу. С отступом в 50 мм от оси проделанного отверстия сверлится второе, но в плоской части детали, то есть перпендикулярно предыдущему. Это отверстие должно иметь диаметр около 14 мм, кроме того, его нужно сильно развальцевать круглым рашпилем.
Колодка накручивается на шпильку, так есть возможность относительно точно регулировать высоту проушины без сложной системы винтовых фиксаторов как в оригинальном станке, что на практике реализовать чуть труднее. Чтобы колодка была неподвижной при работе, её с обеих сторон нужно контрить гайками-барашками М10.
Каретка и сменные бруски.
Для точильной каретки понадобится соосно сварить 30 см отрезки шпильки М10 и гладкого ровного прутка толщиной 10 мм. Также необходимы два твёрдых брусочка размерами примерно 50х80 мм толщиной до 20 мм. В каждом бруске по центру и с отступом в 20 мм от верхнего края следует проделать 10 мм отверстие.
На штангу сперва накручивается гайка-барашек, затем широкая шайба и два бруска, снова шайба и гайка. Между брусочками можно зажать прямоугольные точильные камни, но лучше изготовить несколько сменных точильных брусков.
В качестве основы для них берите лёгкий алюминиевый профиль с плоской частью шириной 40-50 мм. Это может быть профильная прямоугольная труба или отрезки старого карнизного профиля.
Плоскую часть шкурим и обезжириваем, «Моментом» наклеиваем на неё полоски наждачной бумаги разной зернистости от 400 до 1200 грит. Выбирайте наждачку на тканевой основе, а на один из брусков приклейте полосу замшевой кожи для правки лезвий абразивной пастой.
Как правильно точить.
Для правильной заточки изготовьте из фанеры несколько шаблонов с углами 14-20? для режущих и 30-37? для рубящих кромок, точный угол зависит от марки стали. Зафиксируйте лезвие параллельно кромке подручника и прижмите его планкой. По шаблону отрегулируйте угол между плоскостями точильной колодки и наклонной дощечки стола.
Начинайте заточку крупным (Р400) бруском, если кромка не имеет правильного угла. Добивайтесь, чтобы полоса спуска приняла форму прямой полосы без извилин и волн. Снижайте зернистость и пройдите по обеим сторонам лезвия сперва бруском Р800, а затем Р1000 или Р1200. При заточке лезвия проводите бруском с небольшим усилием в обоих направлениях.
После заточки лезвие нужно поправить «кожаным» бруском, на который нанесено небольшое количество пасты ГОИ. При правке лезвий рабочее движение направляется только в сторону кромки (на себя), но не против неё. И, напоследок, небольшой совет: если затачиваете ножи с полированными лезвиями и гравировкой, оклеивайте их малярным скотчем, чтобы осыпающийся абразив не оставлял царапин. Также не помешает оклеить поверхность подручника виниловой самоклейкой.
Как сделать точилку для ножей своими руками. Раньше я затачивал кухонные и другие ножи на наждаке или на точильном бруске. Все ножи оказывались в царапинах да и острота заточки была плохая. Я задумался о специальном станке. Просмотрел много литературы и порылся в интернете и нашел то что хотел. Из нескольких вариантов выбрал свой и изготовил следующий станок для заточки.

Материалы
1. Фанера или пластиковая пластина толщиной 10 мм.
2. Винты, барашковые винты, шайбы и пруток (0,5 м.) с резьбой М6 или М8.
3. Магниты от б/у жесткого диска компьютера


4. Подшипник от старой кофемолки.

5. Наждачные (абразивные шкурки) листы и бруски разной зернистости: 120, 320, 600, 1500.
Изготовление
1. Неподвижную часть станка изготавливаем из фанеры (пластика). Полоски длиной 30 см. и 5 см. и шириной (10...12) см. скрепляем буквой Г снизу алюминиевым уголком. В верней части устанавливаем 1 или 2 магнита (их заливаем эпоксидной смолой). В нижней противоположной части сверлим отверстие и устанавливаем вертикально прут с резьбой (высота 12...15 см.) с подшипником.

На поверхности (для упора затачиваемого ножа) устанавливаем подготовленный алюминиевый (или нержавейка) с прорезью в середине пластину (толщиной до 2мм.) с барашковым зажимом.
2. Подвижная часть двух вариантов:
Вариант А. Для заточки брусками.
![]()
Вариант Б. Для заточки абразивными шкурками.

У алюминиевого профиля 4 стороны шириной 25 мм.

На каждую сторону наклеивается полоска абразивной шкурки разной зернистости: 120, 320, 600, 1500. Для наклейки я использую канцелярский клей-карандаш. После использованная полоска шкурки легко снимается ножом и наклеивается новая полоса.
Процесс заточки
1. Устанавливаем затачиваемый нож как на фото.

Нож четко фиксируется за счет магнита и отпадает необходимость закреплять его механически.
С помощью подвижного упора выставляем нож вверх до необходимого положения и закрепляем упор барашковым винтом.
Ставим подвижную часть станка на нож.

Теперь выставляем угол заточки опуская вниз или поднимая подшипник с помощью винтов.
Для первой заточки поворачиваем к лезвию ножа сторону с минимальной цифрой зернистости 120 (самой грубой).
затачиваем до получения сплошной полосы на кромке лезвия (шириной 0.5...1 мм.)
Переворачиваем нож и всё повторяем.
Процесс продолжаем шкуркой 320, 600, 1500.
Теперь можно ножом бриться.
Такой же порядок заточки заточными брусками. Но в этом случае имеются несколько недостатков:
1. Средняя часть бруска со временем вырабатывается тогда угол заточки "плавает", чего нет в первом варианте.
2. Бруски с разной зернистостью необходимо менять, а в первом варианте для изменения зернистости необходимо только поворачиваем грань. Снятие бруска происходит отжиманием пружины двумя пальцами.

Теперь все ножи заточены полным циклом. Если некоторые из ножей в процессе использовании тупятся. Я только правлю эти ножи с зерном 600 или 1500, двумя-тремя движениями на каждую сторону ножа.
Спасибо за внимание!
Специально для сайта "Полезные самоделки" от Гамира Хамитова.
Читайте также...