CNC adreses - apraksts, ieteikumi, piemēri. CNC gravēšanas un frēzmašīnas portāla un vertikālās Z ass projektēšana C) Elektronikas izvēle
Apsverot garās ass - X - dizaina iespējas, mēs varam pāriet uz Y ass apsvēršanu. Y ass portāla veidā ir vispopulārākais risinājums hobiju darbgaldu ražotāju sabiedrībā, un tas ir pamatota iemesla dēļ. Tas ir vienkāršs un diezgan funkcionāls, labi pārbaudīts risinājums. Tomēr tajā ir arī nepilnības un punkti, kas ir jāsaprot pirms projektēšanas. Portālam ārkārtīgi svarīga ir stabilitāte un pareizs līdzsvars - tas samazinās vadotņu un zobratu nodilumu, samazinās sijas novirzi zem slodzes un samazinās ķīļveida pārvietošanās iespējamību. Lai noteiktu pareizo izkārtojumu, apskatīsim spēkus, kas tiek pielikti portālam mašīnas darbības laikā.

Labi apskatiet diagrammu. Uz tā ir atzīmēti šādi izmēri:
- D1 - attālums no griešanas zonas līdz attāluma centram starp portāla staru vadotnēm
- D2 - attālums starp X-ass piedziņas skrūvi līdz apakšējai virzošajai sijai
- D3 - attālums starp Y-ass vadotnēm
- D4 - attālums starp X-ass lineārajiem gultņiem
Tagad apskatīsim faktiskos centienus. Attēlā portāls pārvietojas no kreisās puses uz labo, pateicoties X-ass piedziņas skrūves (atrodas apakšā) rotācijas dēļ, kas virza uzgriezni, kas piestiprināts portāla apakšā. Vārpsta tiek nolaista un frēzē apstrādājamo priekšmetu, un parādās pretspēks, kas vērsts uz portāla kustību. Šis spēks ir atkarīgs no portāla paātrinājuma, padeves ātruma, vārpstas griešanās un atsitiena spēka no griezēja. Pēdējais ir atkarīgs no paša griezēja (tipa, asuma, eļļošanas klātbūtnes utt.), griešanās ātruma, materiāla un citiem faktoriem. Liela daļa literatūras par griešanas režīmu izvēli ir veltīta griezēja radītā atsitiena lieluma noteikšanai, un mums pietiek zināt, ka, portālam kustoties, rodas sarežģīts pretspēks F fiksēta vārpsta tiek pielikta gar konstrukcijas elementiem uz portāla staru momenta A = D1 * F formā. Šo momentu var sadalīt pārī, kas ir vienāda lieluma, bet pretēji vērsti spēki A un B, kas tiek pielietoti vadotnēm #1 un #2 no portāla stara. Modulo spēks A = spēks B = moments A / D3. Kā redzams no šejienes, spēki, kas iedarbojas uz vadošajām sijām, samazinās, ja D3, attālums starp tiem, palielinās. Spēku samazināšana samazina vadotņu nodilumu un sijas vērpes deformāciju. Tāpat, samazinoties spēkam A, samazinās arī moments B, kas tiek pielikts uz portāla sānu sienām: Moments B = D2 * Spēks A. Lielā momenta B dēļ sānu sienas, nespējot stingri saliekties plaknē, būs sāk čokuroties un saliekties. Momenti B ir jāsamazina arī tāpēc, ka ir jācenšas nodrošināt vienmērīgu slodzes sadalījumu pa visiem lineārajiem gultņiem - tas samazinās mašīnas elastīgās deformācijas un vibrācijas un līdz ar to palielinās precizitāti.
Momentu B, kā jau minēts, var samazināt vairākos veidos -
- Samaziniet spēku A.
- samazināt kredītplecu D3
Mērķis ir panākt, lai spēki D un C būtu pēc iespējas vienādi. Šie spēki sastāv no spēku pāra momenta B un portāla svara. Pareizam svara sadalījumam ir nepieciešams aprēķināt portāla masas centru un precīzi novietot to starp lineārajiem gultņiem. Tas izskaidro portāla sānu sienu izplatīto zigzaga dizainu - tas tiek darīts, lai virzītu vadotnes atpakaļ un tuvinātu smago vārpstu X ass gultņiem.
Kopumā, veidojot Y asi, ņemiet vērā šādus principus:
- Centieties līdz minimumam samazināt attālumu no X ass piedziņas skrūves/sliedēm līdz Y ass vadotnēm – t.i. samazināt D2.
- Ja iespējams, samaziniet vārpstas pārkari attiecībā pret siju, samaziniet attālumu D1 no griešanas laukuma līdz vadotnēm. Optimālais Z gājiens parasti tiek uzskatīts par 80-150 mm.
- Ja iespējams, samaziniet visa portāla augstumu – augsts portāls ir pakļauts rezonansei.
- Iepriekš aprēķiniet visa portāla, ieskaitot vārpstu, masas centru un projektējiet portāla statņus tā, lai masas centrs atrastos precīzi starp X-ass vadošajiem ratiņiem un pēc iespējas tuvāk X-ass vadošajai skrūvei.
- Novietojiet portāla vadotnes sijas tālāk — palieliniet D3, lai samazinātu staram pielikto momentu.
Z ASS DIZAINS
Nākamais solis ir mašīnas vissvarīgākās daļas - Z ass - struktūras izvēle. Zemāk ir 2 dizaina piemēri.

Kā jau minēts, veidojot CNC mašīnu, ir jāņem vērā darbības laikā radītie spēki. Un pirmais solis šajā ceļā ir skaidra izpratne par šo spēku būtību, lielumu un virzienu. Apsveriet tālāk redzamo diagrammu:
Spēki, kas iedarbojas uz Z asi

Diagrammā ir atzīmēti šādi izmēri:
- D1 = attālums starp Y ass vadotnēm
- D2 = attālums gar vadotnēm starp Z-ass lineārajiem gultņiem
- D3 = pārvietojamās platformas (pamatplāksnes) garums, uz kuras ir uzstādīta pati vārpsta
- D4 = visas konstrukcijas platums
- D5 = attālums starp Z asu vadotnēm
- D6 = pamatplāksnes biezums
- D7 = vertikālais attālums no griešanas spēku pielikšanas punkta līdz vidum starp ratiņiem pa Z asi
Apskatīsim priekšējo skatu un ņemam vērā, ka visa konstrukcija virzās pa labi pa Y ass vadotnēm Pamatplāksne tiek izbīdīta pēc iespējas tālāk uz leju, griezējs tiek iegremdēts materiālā un frēzēšanas laikā rodas pretspēks F, kas tiek virzīts. , dabiski, pretēji kustības virzienam. Šī spēka lielums ir atkarīgs no vārpstas apgriezienu skaita, griezēja griezumu skaita, padeves ātruma, materiāla, griezēja asuma utt. (atgādinām, ka daži provizoriski aprēķini par to, kādi materiāli tiks frēzēti, un līdz ar to arī novērtējums griešanas spēki, jāveic pirms mašīnas projektēšanas sākuma). Kā šis spēks ietekmē Z asi? Pieliekot to attālumā no vietas, kur ir nostiprināta pamatplāksne, šis spēks rada griezes momentu A = D7 * F. Moments, kas tiek pielikts pamatplāksnei, tiek pārnests caur Z-ass lineārajiem gultņiem pāru veidā. bīdes spēki uz ceļvežiem. No momenta pārrēķinātais spēks ir apgriezti proporcionāls attālumam starp pielietojuma punktiem – tādēļ, lai samazinātu vadotnes saliecošos spēkus, ir jāpalielina attālumi D5 un D2.
Attālums D2 ir iesaistīts arī frēzēšanas gadījumā pa X asi - šajā gadījumā rodas līdzīga aina, tikai iegūtais moments tiek uzlikts uz ievērojami lielākas sviras. Šis moments mēģina pagriezt vārpstu un pamatplāksni, un radītie spēki ir perpendikulāri plāksnes plaknei. Šajā gadījumā moments ir vienāds ar griešanas spēku F, kas reizināts ar attālumu no griešanas punkta līdz pirmajam vagonam - t.i. jo lielāks D2, jo mazāks moments (ar nemainīgu Z ass garumu).
No tā izriet noteikums: ja visas pārējās lietas ir vienādas, jums noteikti jācenšas novietot Z-ass karietes tālāk vienu no otras, īpaši vertikāli - tas ievērojami palielinās stingrību. Iestatiet par noteikumu, lai attālums D2 nekad nebūtu mazāks par 1/2 no pamatplāksnes garuma. Tāpat pārliecinieties, ka D6 platformas biezums ir pietiekams, lai nodrošinātu vēlamo stingrību - tas prasa aprēķināt maksimālos darba spēkus uz griezēju un simulēt ieliktņa novirzi CAD.
Kopā, projektējot portāla mašīnas Z asi, ievērojiet šādus noteikumus:
- maksimizēt D1 — tas samazinās momentu (un līdz ar to arī spēku), kas iedarbojas uz portāla statņiem
- maksimizēt D2 - tas samazinās momentu, kas iedarbojas uz portāla staru un Z asi
- minimizējiet D3 (noteiktā Z gājiena ietvaros) - tas samazinās momentu, kas iedarbojas uz staru un portāla stabiem.
- maksimizēt D4 (attālums starp Y ass karietēm) - tas samazinās momentu, kas iedarbojas uz portāla staru.
Tātad, jūs esat nolēmis izveidot paštaisītu CNC frēzmašīnu, vai varbūt jūs vienkārši domājat par to un nezināt, ar ko sākt? CNC mašīnai ir daudz priekšrocību. Mājas mašīnas var frēzēt un griezt gandrīz visus materiālus. Neatkarīgi no tā, vai esat amatieris vai amatnieks, tas paver lieliskus apvāršņus radošumam. Vēl vilinošāks ir fakts, ka kāda no mašīnām varētu nonākt jūsu darbnīcā.
Ir daudz iemeslu, kāpēc cilvēki vēlas izveidot paši savu CNC maršrutētāju. Parasti tas notiek tāpēc, ka mēs vienkārši nevaram atļauties to iegādāties veikalā vai no ražotāja, un tas nav pārsteidzoši, jo cena viņiem ir diezgan augsta. Vai arī jūs varat būt kā es un izklaidēties ar savu darbu un radot kaut ko unikālu. To var vienkārši izdarīt, lai iegūtu pieredzi mašīnbūvē.
Personīgā pieredze
Kad es pirmo reizi sāku izstrādāt, pārdomāt un savām rokām izgatavot pirmo CNC maršrutētāju, projekta izveide aizņēma apmēram vienu dienu. Pēc tam, kad sāku pirkt detaļas, veicu nelielu izpēti. Un es atradu informāciju dažādos avotos un forumos, kas radīja jaunus jautājumus:
- Vai man tiešām ir vajadzīgas lodveida skrūves, vai arī parastās tapas un uzgriežņi darbosies lieliski?
- Kurš lineārais gultnis ir labākais un vai es to varu atļauties?
- Kādi motora parametri man ir nepieciešami, un vai labāk ir izmantot stepperi vai servo piedziņu?
- Vai korpusa materiāls pārāk deformējas, kad liela izmēra mašīna?
- Un tā tālāk.
Par laimi, es varēju atbildēt uz dažiem jautājumiem, pateicoties manām inženiertehniskajām un tehniskajām priekšzināšanām, kas palika pēc studijām. Tomēr daudzas problēmas, ar kurām es saskartos, nevarēja aprēķināt. Man vienkārši vajadzēja kādu ar praktisku pieredzi un informāciju par šo tēmu.
Protams, es saņēmu daudzas atbildes uz saviem jautājumiem no dažādiem cilvēkiem, no kurām daudzas bija pretrunā viena otrai. Pēc tam man bija jāveic vairāk pētījumu, lai noskaidrotu, kuras atbildes bija vērtīgas un kuras bija atkritumi.
Katru reizi, kad man bija jautājums, uz kuru es nezināju atbildi, man bija jāatkārto tas pats process. Kopumā tas ir saistīts ar faktu, ka man bija ierobežots budžets un es gribēju paņemt labāko, ko varēja nopirkt par manu naudu. Tāda pati situācija ir daudziem cilvēkiem, kuri izveido paštaisītu CNC frēzmašīnu.

Komplekti un komplekti CNC maršrutētāju montāžai ar savām rokām
Jā, ir pieejami mašīnu komplekti montāžai ar rokām, taču es vēl neesmu redzējis tādu, ko varētu pielāgot konkrētām vajadzībām.
Nav arī iespējas veikt izmaiņas mašīnas konstrukcijā un tipā, taču to ir daudz, un kā jūs zināt, kura no tām ir piemērota tieši jums? Lai cik labas būtu instrukcijas, ja dizains ir slikti pārdomāts, tad galīgā mašīna būs slikta.
Tāpēc jums ir jābūt zinošam par to, ko veidojat, un jāsaprot katra gabala loma!

Vadība
Šīs rokasgrāmatas mērķis ir neļaut jums pieļaut tās pašas kļūdas, kurām es tērēju savu dārgo laiku un naudu.
Mēs apskatīsim visas sastāvdaļas līdz pat skrūvēm, aplūkojot katras daļas katra veida priekšrocības un trūkumus. Es runāšu par katru dizaina aspektu un parādīšu, kā ar savām rokām izveidot CNC frēzmašīnu. Es jūs iepazīstināšu ar mehāniku līdz programmatūrai un visam pa vidu.
Ņemiet vērā, ka pašmāju CNC mašīnu plāni piedāvā dažus risinājumus dažām problēmām. Tas bieži izraisa apliets dizains vai slikta mašīnas veiktspēja. Tāpēc es iesaku vispirms izlasīt šo rokasgrāmatu.

SĀKSIM
1. SOLIS: galvenie dizaina lēmumi
Pirmkārt, ir jāapsver šādi jautājumi:
- Īpaši jums piemērota dizaina noteikšana (piemēram, ja kokapstrādes mašīnu izgatavojat ar savām rokām).
- Nepieciešamā apstrādes zona.
- Darba vietas pieejamība.
- Materiāli.
- Pielaides.
- Projektēšanas metodes.
- Pieejamie instrumenti.
- Budžets.

2. SOLIS. Pamatne un X-ass
Šeit tiek risināti šādi jautājumi:
- Izstrādājiet un izveidojiet galveno pamatni vai X ass pamatni.
- Stingri fiksētas detaļas.
- Daļēji nostiprinātas detaļas utt.

3. SOLIS. Izveidojiet portāla Y asi
- Portāla Y ass projektēšana un uzbūve.
- Saplīst dažādi dizaini uz elementiem.
- Spēki un momenti portālā utt.

4. SOLIS: Z ass montāžas shēma
Šeit tiek risināti šādi jautājumi:
- Z asu montāžas projektēšana un montāža.
- Spēki un momenti uz Z ass.
- Lineāras sliedes/vadlīnijas un gultņu atstatums.
- Kabeļa kanāla izvēle.

5. SOLIS: Lineārās kustības sistēma
Šis punkts attiecas uz šādiem jautājumiem:
- Detalizēts lineāro kustību sistēmu pētījums.
- Piemērotas sistēmas izvēle tieši jūsu iekārtai.
- Savu ceļvežu projektēšana un izgatavošana ar zemu budžetu.
- Lineārā vārpsta un bukses vai sliedes un bloki?

6. SOLIS. Mehāniskās piedziņas sastāvdaļas
Šis punkts aptver šādus aspektus:
- Detalizēts piedziņas daļu pārskats.
- Jūsu mašīnas tipam atbilstošo komponentu izvēle.
- Stepper vai servo motori.
- Skrūves un lodīšu skrūves.
- Dzeniet riekstus.
- Radiālie un vilces gultņi.
- Dzinēja sakabe un stiprinājums.
- Tiešā piedziņa vai pārnesumkārba.
- Statņi un zobrati.
- Propelleru kalibrēšana attiecībā pret dzinējiem.

7. SOLIS. Motoru izvēle
Šajā solī jums jāņem vērā:
- Detalizēts pārskats par CNC motoriem.
- CNC motoru veidi.
- Kā darbojas pakāpju motori.
- Stepper motoru veidi.
- Kā darbojas servomotori?
- Servo motoru veidi.
- NEMA standarti.
- Pareizā motora veida izvēle savam projektam.
- Motora parametru mērīšana.

8. SOLIS: Griešanas galda dizains
- Izstrādājiet un izveidojiet savus galdus ar zemu budžetu.
- Perforēts griešanas slānis.
- Vakuuma galds.
- Griešanas galdu dizaina apskats.
- Galdu var sagriezt, izmantojot frēzmašīna CNC kokapstrāde.

9. SOLIS: vārpstas parametri
Šajā darbībā tiek risinātas šādas problēmas:
- CNC vārpstu apskats.
- Veidi un funkcijas.
- Cenas un izmaksas.
- Montāžas un dzesēšanas iespējas.
- Dzesēšanas sistēmas.
- Savas vārpstas izveide.
- Šķeldas slodzes un griešanas spēka aprēķins.
- Optimālā padeves ātruma atrašana.

10. SOLIS. Elektronika
Šis punkts attiecas uz šādiem jautājumiem:
- Vadības panelis.
- Elektrības vadi un drošinātāji.
- Pogas un slēdži.
- MPG un Jog apļi.
- Barošanas avoti.

11. SOLIS. Programmas kontrollera parametri
Šajā darbībā tiek risinātas šādas problēmas:
- CNC kontrollera pārskats.
- Kontroliera izvēle.
- Pieejamās opcijas.
- Slēgtā un atvērtā cikla sistēmas.
- Kontrolieri par pieņemamu cenu.
- Izveidojiet savu kontrolieri no nulles.

12. SOLIS. Programmatūras izvēle
Šis punkts attiecas uz šādiem jautājumiem:
- Pārskats programmatūra saistīts ar CNC.
- Programmatūras izvēle.
- CAM programmatūra.
- CAD programmatūra.
- NC Controller programmatūra.
——————————————————————————————————————————————————–
Neskatoties uz to, ka jēdziens par ērtu un skaistu vietņu lapu adrešu jēdziens tika ieviests diezgan sen, ne visi vietņu īpašnieki tās izmanto, un ieteikumi CNC lietošanai bieži vien nav pilnīgi. Šajā rakstā ir sniegta detalizēta informācija par pareizās CNC struktūras izvēli, aprakstītas visbiežāk pieļautās kļūdas, lietojot šīs draudzīgās adreses, kā arī sniegtas atbildes uz dažiem citiem populāriem jautājumiem.
Kas ir CNC
CNC ir saīsinājums no frāzes " H cilvēciski P skaidrs U Rly" (angļu valodā, S Meklēt E ngine F draudzīgi URL), kas nozīmē skaistas un draudzīgas adreses. Krievu un angļu valodas terminos iegultās nozīmes nedaudz atšķiras, jo CNC attiecas uz lielāku lietojamību (ērtību lietošanai cilvēkiem) un S.E.F. vairāk koncentrējas uz SEO (kas ir meklētājprogrammām draudzīgs). Lai kā arī būtu, CNC adresēm ir daudz priekšrocību salīdzinājumā ar parastajām adresēm, tāpēc vienmēr ir ieteicams tās izmantot, taču izmantot saprātīgi, tāpat kā jebkuru citu rīku.
Apskatīsim CNC piemēru
Vecās adrešu versijas (neērtas un nedraudzīgas):
3. CNC garums
Garie CNC nav īpaši ērti lietojamības ziņā: tos ir grūti atcerēties, tie bieži tiek nogriezti, ievietojot saiti vecos forumos un bieži vien sociālajos tīklos (kā arī meklēšanas rezultātos, ja rīvmaize nav definēta), tie arī apgrūtināt navigāciju vietnē.
Gara un neērta CNC piemērs:
Iestatiet savu CMS tā, lai CNC garums nepārsniegtu 60-80 rakstzīmes (jo mazāk, jo labāk un ērtāk). Ja jūsu preču apakškategorijām (piemēram, interneta veikalā) ir 4-5 ligzdošanas līmeņi, tad CNC vēlams attēlot tikai pēdējo apakškategoriju vai pirmo un pēdējo, bet ne visas 4-5, lai samazināt CNC garumu.
4. Pasvītras vai defises?
Ko labāk izmantot CNC, lai atdalītu vārdus: pasvītras vai defises? Varat darīt abus, taču vēlams izmantot defises, jo, lai tās ierakstītu, ir nepieciešams viens klikšķis uz tastatūras un divi (plus Shift), lai pasvītrotu.
Kā ar telpām? CNC atstarpes labāk neizmantot, jo daudzos gadījumos tās var izraisīt tikai galvassāpes tīmekļa pārzinim. Aizstājiet atstarpes ar citām atdalošajām rakstzīmēm (defisēm, pasvītrām vai, ārkārtējos gadījumos, ar pluszīmēm). Optimālie CNC satur viena veida rakstzīmes jebkurā valodā un atdalītājus — bez atstarpēm, pēdiņām, komatiem vai citām pakalpojumu rakstzīmēm.
5. Kuru CNC izvēlēties daudzvalodu vietnēm?
Pievienojot vietnes papildu valodu versijas, vispirms jāizlemj, vai vēlaties tās pārvietot uz apakšdomēnu, atsevišķu domēnu vai pievienot CNC? Ja ir pēdējais variants, tad par valodas versiju atbildīgo daļu vislabāk ir pievienot adreses sākumā (tūlīt aiz domēna vārda).
6. Vai attēlu un video nosaukumiem ir nepieciešams CNC?
Ja plānojat saņemt trafiku uz vietni arī no attēlu vai video meklēšanas, tad šeit ir svarīgs tikai attēla nosaukums (piemēram, hrizantema.jpg, nevis 1244_2344.jpg), un pats ceļš, kur atrodas attēla vai video fails. ir saglabāts, nav nozīmes (tikai Google var atrast attēlus pēc mapes nosaukuma). Arī attēlu adreses netiek izmantotas tik aktīvi kā lapu adreses.
Biežas kļūdas, izmantojot CNC
- Atstarpju un īpašo rakstzīmju izmantošana.
- Pārāk garu CNC adrešu ģenerēšana.
- Digitālo vērtību izmantošana CNC
Šādas adreses ir grūti nosaukt par CNC, jo no tām ir tikai skaidrs, ka tiksim uz ziņu sadaļu, taču ID numuri neko nenozīmē.
- Lapu trūkums vietnē, noņemot labās CNC daļas pirms slīpsvītras.
- Bezjēdzīgu vārdu lietošana adresē
/page/contact.html
/category/news/some-news-title.htmlDaļiņa /lapa/ iekšā šajā gadījumā(vai /kategorija/) nav nozīmīga, tāpēc to var noņemt, lai samazinātu CNC garumu.
Secinājums
Bieži sastopamās problēmas ar CNC galvenokārt ir saistītas ar veco CMS izmantošanu. Jaunajās vietņu pārvaldības sistēmās šis modulis ir vairāk vai mazāk pārdomāts un ļauj elastīgi pārvaldīt CNC struktūru (lai gan dažreiz ir jāpievieno papildu spraudņi). Ja izmantojat vecākas CMS versijas un vēlaties, lai jūsu vietnē būtu skaists CNC, ir vērts apsvērt iespēju pāriet uz jaunām sistēmām, izvēloties tās atkarībā no projekta veida.
Kādus noteikumus jūs ievērojat, domājot par CNC adresēm?
CNC apstrāde var jūs samulsināt ar tik lielu dažādību rūpniecisko instrumentu tirgū.
Tikai daudzu gadu pieredze un specifiskas zināšanas ļauj speciālistiem izvēlēties CNC iekārtas atbilstoši iekārtām izvirzītajām prasībām.
Daudzi cilvēki vienkārši apmaldās šajā pārpilnībā, un tas nav pārsteidzoši – labākās CNC iekārtas izvēle var būt sarežģīta pat profesionāļiem, ja viņi neseko līdzi jaunākajiem izstrādājumiem instrumentu tirgū, kuru klāsts nepārtraukti paplašinās un pilnveidojas.
Tas ir atkarīgs no tā, kādam nolūkam tas tiks izmantots. No materiāliem, darba profilu, nepieciešamo ātrumu un precizitāti un nepieciešamo resursu. Daudzi nozīmīgas īpašībasšādu mašīnu skaits ir tieši atkarīgs no to aprīkojuma - no to sastāvdaļu un palīgmateriālu īpašībām, uz dizaina iezīmes. Apskatīsim visvienkāršākos.Pēc kādiem kritērijiem labāk izvēlēties CNC mašīnu?
Vārpsta ir viena no galvenajām frēzmašīnas daļām. Tas ir atkarīgs no vārpstas, kādus griezējus var izmantot ar šo konkrēto mašīnu, kādos leņķos tos var nostiprināt un kā tieši tos izmantot. Vārpstas piedziņa parasti ir iebūvēta - tas ir, vārpsta ir jaudīgs kompakts elektromotors ar uzgali griezēja iespīlēšanai.

Daudz kas ir tieši atkarīgs no vārpstas kvalitātes - laba vārpsta kalpos ilgi, nepārtraukti iepriecinot ar darba kvalitāti, bet slikta var sabojāt ne tikai izstrādājumu, bet arī sabojāt pašu mašīnu. negadījumu vai pat ievainot personālu. Vārpstas izvēlei jāpieiet atbildīgi, vienmēr rūpīgi uzklausot mašīnas ražotāja ieteikumus un pievēršot uzmanību, pirmkārt, pazīstamu un cienījamu detaļu ražotāju produkcijai.
Šī ir viena no svarīgākajām CNC mašīnas īpašībām – frēzēšanas laukuma izmērs nosaka, kāda izmēra izstrādājumu iekārta spēj apstrādāt. Katrai šaurai lietojumprogrammai ir savas izmēru prasības, vairāk universālas mašīnas ir regulējams frēzēšanas laukums vai acīmredzami pārsniedz prasības visbiežāk sastopamajiem lietošanas gadījumiem.Frēzēšanas laukums

Svarīga ir arī platformas konstrukcija - tai nevajadzētu radīt grūtības sagataves daļas nostiprināšanā un pārskatā novietošanā, pretējā gadījumā iespējami nopietni defekti. Izvēloties CNC frēzmašīnu darbam, jums iepriekš ir jāizlemj par apstrādājamo detaļu izmēriem, lai nerastos nepatikšanas.
CNC mašīnas tiek sadalītas galvenokārt pēc materiāla, kura apstrādei tās ir paredzētas, kā arī pēc pielietojuma jomas.Mašīnas mērķis
Ievadītie dati par detaļas izmēru un formu kļūst par vadības trajektorijām, kuras savukārt pēcapstrādes procesā pārvēršas par vadības programmām.
Pēcprocesors - īpašs programmatūra, kas pārvērš datus par detaļas parametriem individuālā programmā, kas kontrolē instrumenta un/vai sagataves kustības katrai konkrētai mašīnai.Pēcapstrādātājs

Šeit varat lasīt vairāk par kinemātisko modeļu izstrādi, izmantojot piemēru rūpnieciskās sistēmas no Siemens.
Sīkāku informāciju par darbu ar katru konkrēto mašīnu var iegūt tās ražotāja oficiālajā tīmekļa vietnē. Šī ir visuzticamākā iespēja un pasargās jūs no daudzām kļūdām.
Vadības panelis vienai no CNC frēzmašīnām:
Atkarībā no darba specifikas – materiāla, nepieciešamajām apstrādes formām un citiem faktoriem, CNC frēzmašīnās tiek izmantots liels skaits dažādu frēžu. Frēzes ir viena starta, dubultstartēšanas, sfēriskas, v-veida, sfēriskas konusa, piramīdas rādiusa ar vienu vai divām griešanas malām, gravēšanas, griešanas u.c.Lietoti griezēji
Lodveida un piramīdas frēzes tiek izmantotas materiāla dziļai noņemšanai no detaļas, stūru apstrādei un atbilstošas formas padziļinājumu izveidošanai. Dažādu formu griešanas un gravēšanas griezēji tiek izmantoti gravēšanai, detaļu griešanai, izstrādājuma malu apstrādei un formēšanai - bareljefa attēla veidošanai. Rādiusa un filejas griezēji, gan izliekti, gan ieliekti, tiek izmantoti stūru, darba virsmu un citu detaļu malu apstrādei, slīpēšanai utt. Sejas frēzes ļauj izveidot jebkuras formas caurumus, atšķirībā no urbjiem.
Izmantoto griezēju piemēri:

Frēžu klāsts svārstās no vienkāršākajiem, līdzīgiem parastam urbjam vai gliemežgriezim, līdz ļoti sarežģītiem, no dažādi materiāli un visu veidu formas, ar dažādas summas griešanas malas. Tas nodrošina plašu uzdevumu klāstu, ko viņi var atrisināt.

Katram materiālam un darba veidam nepieciešama individuāla griezēju izvēle, kuru izvēlēties palīdzēs mūsu speciālists.
CNC frēzmašīnas ir lielisks instruments, ko pareizi lietojot, var izveidot ļoti plašu produktu klāstu, sākot no reklāmas konstrukcijām līdz citu iekārtu daļām, no virtuves griešanas dēļiem līdz reaktīvo lidmašīnu dzinēju detaļām. To pielietojuma joma ir gandrīz neierobežota, un pieejamības diapazons un pakāpe katru dienu palielinās.
Tagad šādu aprīkojumu var atļauties ne tikai mašīnbūves rūpnīca, bet arī salīdzinoši neliela darbnīca, kas ir laba ziņa.
Ja jums ir nepieciešams padoms par CNC iekārtas izvēli, atcerieties, ka vienmēr varat sazināties ar Top 3D Shop!
Vai vēlaties saņemt vairāk interesantu ziņu no 3D tehnoloģiju pasaules?
Izvēloties CNC maršrutētāju izlemt:
1. ar kādu materiālu jūs gatavojaties strādāt? No tā ir atkarīgas prasības frēzmašīnas konstrukcijas un tās veida stingrībai.
Piemēram, no saplākšņa izgatavota CNC iekārta ļaus apstrādāt tikai koksni (arī saplāksni) un plastmasu (arī kompozītmateriālus - plastmasu ar foliju).
Izmantojot alumīnija frēzmašīnu, var apstrādāt arī krāsaino metālu sagataves, kā arī palielināsies koksnes izstrādājumu apstrādes ātrums.
Alumīnija frēzmašīnas nav piemērotas tērauda apstrādei, šeit ir nepieciešamas masīvas mašīnas ar čuguna rāmi, savukārt krāsaino metālu apstrāde uz šādām frēzmašīnām būs efektīvāka.
2. ar sagatavju izmēru un frēzmašīnas darba lauka izmēru. Tas nosaka CNC mašīnas mehāniskās prasības.
Izvēloties mašīnu, pievērsiet uzmanību mašīnas mehānikas izpētei, mašīnas iespējas ir atkarīgas no tās izvēles, un to nav iespējams nomainīt bez būtiskām konstrukcijas izmaiņām!
CNC frēzmašīnas, kas izgatavotas no saplākšņa un alumīnija, mehānika bieži ir vienāda. Vairāk lasiet zemāk tekstā.
Bet jo lielāks ir mašīnas darba lauka izmērs, jo stingrākas un dārgākas lineārās kustības vadotnes būs nepieciešamas tās montāžai.
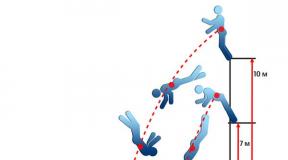
Izvēloties mašīnas augstu detaļu ražošanas problēmu risināšanai ar lielām augstuma atšķirībām, ir izplatīts nepareizs uzskats, ka pietiek izvēlēties mašīnu ar lielu darba gājienu pa Z asi, bet pat ar lielu gājienu pa Z asi , nav iespējams izgatavot detaļu ar stāvām nogāzēm, ja detaļas augstums ir lielāks par griezēja darba garumu, tas ir, vairāk nekā 50 mm.
Apskatīsim frēzmašīnas konstrukciju un izvēles iespējas, kā piemēru izmantojot Modelist sērijas CNC darbgaldus.
A) CNC mašīnas dizaina izvēle
CNC mašīnu konstruēšanai ir divas iespējas:
1) dizaini ar pārvietojamu galdu, 1. attēls.
2) dizains ar kustamu portālu, 2. attēls.

1. attēlsFrēzmašīna ar pārvietojamu galdu
Priekšrocības Mašīnas ar kustīgu galdu dizains ir ērta izpilde, lielāka mašīnas stingrība, pateicoties tam, ka portāls ir nekustīgs un piestiprināts pie mašīnas rāmja (pamatnes).
Trūkums- lieli izmēri, salīdzinot ar konstrukciju ar kustīgu portālu, un nespēja apstrādāt smagas detaļas, jo pārvietojams galds nes detaļu. Šis dizains Tas ir diezgan piemērots koka un plastmasas, tas ir, vieglu materiālu, apstrādei.

2. attēls Frēzmašīna ar pārvietojamu portālu (portāla mašīna)
Priekšrocības frēzmašīnas ar kustīgu portālu konstrukcijas:
Stingrs galds, kas var izturēt lielu sagataves svaru,
Neierobežots sagataves garums,
Kompaktums,
Iespēja izgatavot mašīnu bez galda (piemēram, uzstādīt rotācijas asi).
Trūkumi:
Mazāka konstrukcijas stingrība.
Nepieciešamība izmantot stingrākas (un dārgākas) vadotnes (sakarā ar to, ka portāls “karājas” uz vadotnēm un nav piestiprināts pie mašīnas stingrā rāmja, kā tas ir konstrukcijā ar pārvietojamu galdu).
B) CNC maršrutētāja mehānikas izvēle
Mehānika ir parādīta (skatīt skaitļus 1., 2. un 3. zīm.):
3 - vadotņu turētāji
4 - lineārie gultņi vai bīdāmās bukses
5 - atbalsta gultņi (vada skrūvju stiprināšanai)
6 - svina skrūves
10 - savienojums, kas savieno vadošās skrūves vārpstu ar pakāpju motora vārpstu (SM)
12 - ritošais uzgrieznis

3. attēls
Lineārās kustības sistēmas izvēle frēzmašīnai (vadītāji - lineārie gultņi, svina skrūve - svina uzgrieznis).
Kā ceļvežus var izmantot tālāk norādīto.
1) rullīšu vadotnes, 4.5. attēls
4. attēls 

5. attēls
Šāda veida vadotnes atrada ceļu amatieru lāzeru un mēbeļu rūpniecības iekārtu projektos, 6. attēls.

Trūkums ir zema kravnesība un zems kalpošanas laiks, jo tie sākotnēji nebija paredzēti izmantošanai mašīnās ar lielu kustību skaitu un lielu slodzi, vadotņu alumīnija profila zemā izturība noved pie sabrukšanas, 5. attēls un kā rezultāts ir nelabojama spēle, kas padara mašīnas turpmāku izmantošanu nepiemērotu.
Cita rullīšu vadotņu versija, 7. attēls, arī nav piemērota lielām slodzēm un tāpēc tiek izmantota tikai lāzera iekārtās.

7. attēls
2) apaļas vadotnes, ir tērauda vārpsta, kas izgatavota no augstas kvalitātes nodilumizturīga gultņu tērauda ar slīpētu virsmu, virsmas sacietēšanu un cieto hromēšanu, kas parādīta 2. attēlā ar numuru 2.

Šis ir optimālais risinājums amatieru dizainiem, jo... cilindriskām vadotnēm ir pietiekama stingrība, lai apstrādātu mīkstus materiālus ar maziem CNC mašīnu izmēriem par salīdzinoši zemām izmaksām. Zemāk ir tabula cilindrisko vadotņu diametra izvēlei atkarībā no maksimālā garuma un minimālās novirzes.
Daži ķīnieši Lētu mašīnu ražotāji, kurus es uzstādu nepietiekama diametra vadotnes, kas izraisa precizitātes samazināšanos, piemēram, izmantojot alumīnija mašīnu ar darba garumu 400 mm, vadotnes ar diametru 16 mm novedīs pie novirzes centrā zem sava svara par 0,3. .0,5 mm (atkarībā no portāla svara).
Plkst izdarīt pareizo izvēli vārpstas diametrs, tos izmantojošo mašīnu konstrukcija ir diezgan spēcīga, lielais vārpstu svars nodrošina konstrukcijai labu stabilitāti un kopējo konstrukcijas stingrību. Mašīnām, kas lielākas par metru, apaļo vadotņu izmantošanai nepieciešams ievērojams diametra palielinājums, lai saglabātu minimālu novirzi, kas padara apaļo vadotņu izmantošanu par nepamatoti dārgu un smagu risinājumu.
| Aksiālais garums | Saplākšņa mašīna | Alumīnija mašīna kokapstrādei | Alumīnija iekārta alumīnija darbiem | |
| 200 mm | 12 | 12 | 16 | 12 |
| 300 mm | 16 | 16 | 20 | 16 |
| 400 mm | 16 | 20 | 20 | 16 |
| 600 mm | 20 | 25 | 30 | 16 |
| 900 mm | 25 | 30 | 35 | 16 |
3) profila sliežu vadotnes
Pulētas vārpstas uz lielajām mašīnām tiek aizstātas ar profila vadotnēm. Atbalsta izmantošana visā vadotnes garumā ļauj izmantot ievērojami mazāka diametra vadotnes. Bet šāda veida vadotņu izmantošana izvirza augstas prasības mašīnas atbalsta rāmja stingrībai, jo pašas no duralumīnija vai lokšņu tērauda izgatavotās gultas nav stingras. Sliežu vadotņu mazā diametra dēļ mašīnas projektēšanā ir jāizmanto biezu sienu tērauda profesionāla caurule vai liela profila konstrukcijas alumīnija profils, lai iegūtu nepieciešamo stingrību un nestspēja mašīnu rāmji.
Profila sliedes īpašās formas izmantošana nodrošina labāku nodilumizturību salīdzinājumā ar citiem vadotņu veidiem.

8. attēls
4) Cilindriskas vadotnes uz balsta
Cilindriskās vadotnes uz balsta ir lētāks profila vadotņu analogs.
Tāpat kā profiliem, tiem nav nepieciešama izmantošana mašīnas rāmī lokšņu materiāli, un profesionālas liela šķērsgriezuma caurules.
Priekšrocības - nav novirzes un nav atsperes efekta. Cena ir divreiz augstāka par cilindriskām vadotnēm. To izmantošana ir pamatota pārvietošanās garumam virs 500 mm.

9. attēls Cilindriskas vadotnes uz balsta
Kustību var veikt šādi: bukses(slīdošā berze) - 10. att. pa kreisi, un izmantojot lineārie gultņi(rites berze)- rīsi. 10 labajā pusē.

10. attēls Bukses un lineārie gultņi
Bīdāmo bukses trūkums ir bukses nodilums, kas izraisa pretsparu parādīšanos un palielinātas pūles, lai pārvarētu slīdošo berzi, tāpēc ir jāizmanto jaudīgāki un dārgāki pakāpju motori (SM). To priekšrocība ir zemā cena.
IN Nesen Lineāro gultņu cena ir tik ļoti kritusies, ka to izvēle ir ekonomiski izdevīga pat lētos hobiju dizainos. Lineāro gultņu priekšrocība ir zemāks berzes koeficients salīdzinājumā ar bīdāmajām buksēm, un attiecīgi lielākā daļa pakāpju motoru jaudas tiek novirzīta lietderīgām kustībām, nevis berzes apkarošanai, kas ļauj izmantot mazākas jaudas motorus.
Lai rotācijas kustību pārvērstu translācijas kustībā CNC mašīnā, ir jāizmanto skrūvju piedziņa ( svina skrūve ). Skrūves griešanās dēļ uzgrieznis virzās uz priekšu. Var izmantot frēzēšanas un gravēšanas iekārtās spirālveida bīdāmie zobrati Un spirālveida rites zobrati .
Bīdāmās skrūves transmisijas trūkums ir diezgan lielā berze, kas ierobežo tā izmantošanu lielā ātrumā un noved pie uzgriežņa nodiluma.
Bīdāmie spirālveida zobrati:
1) metriskā skrūve. Metriskās skrūves priekšrocība ir tās zemā cena. Trūkumi - zema precizitāte, mazs piķis un zems ātrums kustība. Maksimālais dzenskrūves kustības ātrums (ātrums mm/min), pamatojoties uz maksimālo motora ātrumu (600 apgr./min). Labākie vadītāji saglabās griezes momentu līdz 900 apgr./min. Pie šāda griešanās ātruma var iegūt lineāru kustību:
M8 skrūvei (vītnes solis 1,25 mm) - ne vairāk kā 750 mm/min,
M10 skrūvei (vītnes solis 1,5 mm) - 900 mm/min,
M12 skrūvei (vītnes solis 1,75 mm) - 1050 mm/min,
M14 skrūvei (vītnes solis 2,00 mm) - 1200 mm/min.
Pie maksimālā ātruma motoram būs aptuveni 30-40% no sākotnēji noteiktā griezes momenta, un šis režīms tiek izmantots tikai tukšgaitā.
Strādājot ar tik zemu padevi palielināts patēriņš uz griezējiem jau pēc dažu stundu darba uz griezējiem veidojas oglekļa nogulsnes.

2) trapecveida skrūve. Divdesmitajā gadsimtā tā ieņēma vadošo pozīciju metālapstrādes mašīnās, pirms parādījās lodveida skrūves. Priekšrocība ir augsta precizitāte, liels vītnes solis un līdz ar to liels kustības ātrums. Jāpievērš uzmanība apstrādes veidam, jo gludāka un vienmērīgāka ir skrūves virsma, jo ilgāks ir skrūvju-uzgriežņu transmisijas kalpošanas laiks. Velmētām skrūvēm ir priekšrocības salīdzinājumā ar vītņotām skrūvēm. Trapecveida skrūvju-uzgriežņu transmisijas trūkumi ir tādi, ka cena ir diezgan augsta, salīdzinot ar metrisko skrūvi, slīdošai berzei ir jāizmanto diezgan lielas jaudas pakāpju motori. Visplašāk izmantotās skrūves ir TR10x2 (diametrs 10mm, vītnes solis 2mm), TR12x3 (diametrs 12mm, vītnes solis 3mm) un TR16x4 (diametrs 16mm, vītnes solis 4mm). Mašīnās šādu pārnesumu marķējums ir TR10x2,TR12x3,TR12x4,TR16x4

Spirālveida rites zobrati:
Lodveida skrūvju piedziņa (lodveida skrūve). Lodveida skrūvē slīdošā berze tiek aizstāta ar rites berzi. Lai to panāktu, lodveida skrūvē skrūvi un uzgriezni atdala ar lodītēm, kas ripo skrūves vītnes padziļinājumos. Bumbiņu recirkulācija tiek nodrošināta, izmantojot atgriešanas kanālus, kas iet paralēli skrūves asij.

12. attēls
Lodveida skrūve nodrošina iespēju darboties pie lielām slodzēm, labu vienmērīgu gaitu, ievērojami palielinātu kalpošanas laiku (izturību) samazinātas berzes un eļļošanas dēļ, paaugstinātu efektivitāti (līdz 90%) mazākas berzes dēļ. Tas spēj darboties lielā ātrumā, nodrošina augstu pozicionēšanas precizitāti, augstu stingrību un bez atstarpes. Tas nozīmē, ka mašīnām, kurās izmanto lodīšu skrūves, ir ievērojami ilgāks kalpošanas laiks, taču tām ir augstāka cena. Mašīnas ir marķētas SFU1605, SFU1610, SFU2005, SFU2010, kur SFU ir viens uzgrieznis, DFU ir dubultuzgrieznis, pirmie divi cipari ir skrūves diametrs, otrie divi ir vītnes solis.

Svina skrūve Frēzmašīnu var uzstādīt šādi:
1) Viena atbalsta gultņa dizains. Stiprināšana tiek veikta vienā skrūves pusē ar uzgriezni pie atbalsta gultņa. Skrūves otrā puse ir piestiprināta pie pakāpju motora vārpstas caur stingru savienojumu. Priekšrocības - dizaina vienkāršība, trūkums - palielināta slodze uz pakāpju motora gultni.
2) Dizains ar diviem vilces gultņiem. Dizainā izmantoti divi atbalsta gultņi portāla iekšējās malās. Dizaina trūkums ir tas, ka īstenošana ir sarežģītāka salīdzinājumā ar 1. variantu). Priekšrocība ir mazāka vibrācija, ja skrūve nav pilnīgi taisna.
3) Dizains ar diviem atbalsta gultņiem nospriegojumā. Dizainā izmantoti divi atbalsta gultņi portāla ārējās malās. Priekšrocības - skrūve nedeformējas, atšķirībā no otrās iespējas. Trūkums ir tāds, ka dizaina īstenošana ir sarežģītāka salīdzinājumā ar pirmo un otro iespēju.
Skriešanas rieksti tur ir:
Bez bronzas pretspēkiem. Šādu riekstu priekšrocība ir izturība. Trūkumi - tos ir grūti ražot (kā rezultātā - augsta cena) un tiem ir augsts berzes koeficients salīdzinājumā ar kaprolona riekstiem.
Caprolon bez pretspēkiem. Pašlaik kaprolons ir kļuvis plaši izplatīts un arvien vairāk aizstāj metālu profesionālajās konstrukcijās. Ritošajam uzgrieznim, kas izgatavots no ar grafītu pildīta kaprolona, ir ievērojami zemāks berzes koeficients, salīdzinot ar to pašu bronzu.

14. attēls Ritošais uzgrieznis no ar grafītu pildīta kaprolona
Lodveida skrūves uzgrieznī slīdošā berze tiek aizstāta ar rites berzi. Priekšrocības - zema berze, spēja strādāt pie lieli ātrumi rotācija. Trūkums ir augstā cena.

Sakabes izvēle
1) savienojums, izmantojot stingru savienojumu. Priekšrocības: stingras sakabes pārraida lielāku griezes momentu no vārpstas uz vārpstu, lielas slodzes gadījumā nav pretdarbības. Trūkumi: nepieciešama precīza uzstādīšana, jo šī sakabe nekompensē vārpstu novirzes un novirzes.

2) savienojums, izmantojot silfonu (sadalīto) savienojumu. Silfona sakabes izmantošanas priekšrocība ir tāda, ka tās izmantošana ļauj kompensēt piedziņas vārpstas un pakāpju motora ass novirzi līdz 0,2 mm un novirzi līdz 2,5 grādiem, kā rezultātā tiek samazināta slodze uz soļu motora gultni un garāks pakāpju motora kalpošanas laiks. Tas arī ļauj slāpēt radušās vibrācijas.

3) savienojums, izmantojot žokļu savienojumu. Priekšrocības: ļauj slāpēt vibrācijas, pārsūtīt vairāk griezes momenta no vārpstas uz vārpstu, salīdzinot ar sadalīto tipu. Trūkumi: mazāka novirzes kompensācija, piedziņas vārpstas un pakāpju motora ass novirze līdz 0,1 mm un novirze līdz 1,0 grādiem.

C) Elektronikas izvēle
Tiek parādīta elektronika (skat. 1. un 2. att.):
7 - pakāpju motora kontrolieris
8 - barošanas bloks SD kontrollerim
11 - pakāpju motori
Ir 4 vadu, 6 vadu un 8 vadu pakāpju motori . Tos visus var izmantot. Lielākajā daļā mūsdienu kontrolieru savienojums tiek veikts, izmantojot četru vadu ķēdi. Atlikušie vadītāji netiek izmantoti.

Izvēloties mašīnu, ir svarīgi, lai pakāpju motoram būtu pietiekama jauda, lai pārvietotu darba instrumentu, nezaudējot soļus, tas ir, neizlaižot. Jo lielāks ir skrūves vītnes solis, jo jaudīgāki motori būs nepieciešami. Parasti, jo lielāka ir motora strāva, jo lielāks ir tā griezes moments (jauda).
Daudziem motoriem ir 8 spailes katram pustinumam atsevišķi - tas ļauj savienot motoru ar virknē vai paralēli savienotiem tinumiem. Ar paralēli savienotiem tinumiem būs nepieciešams draiveris ar divreiz lielāku strāvu nekā ar virkni savienotiem tinumiem, taču pietiks ar pusi mazāka sprieguma.
Sērijas gadījumā, gluži pretēji, nominālā griezes momenta sasniegšanai būs nepieciešama puse no strāvas, bet, lai sasniegtu maksimālo ātrumu, būs nepieciešams divreiz lielāks spriegums.
Kustības apjoms vienā solī parasti ir 1,8 grādi.
Par 1,8 izrādās 200 soļi uz pilnu apgriezienu. Attiecīgi, lai aprēķinātu vērtību, soļu skaits uz mm ( “Soļi uz mm” (Solis uz mm)) izmantojam formulu: soļu skaits vienā apgriezienā / skrūves solis. Skrūvei ar soli 2mm iegūstam: 200/2=100 soļi/mm.
Kontroliera izvēle
1) DSP kontrolieri. Priekšrocības - iespēja izvēlēties portus (LPT, USB, Ethernet) un STEP un DIR signāla frekvenču neatkarība no darbības operētājsistēma. Trūkumi - augsta cena (no 10 000 rubļu).
2) Ķīnas ražotāju kontrolieri amatieru mašīnām. Priekšrocības - zema cena (no 2500 rubļiem). Trūkums - paaugstinātas prasības operētājsistēmas stabilitātei, nepieciešama noteiktu konfigurācijas noteikumu ievērošana, vēlams izmantot speciālu datoru, pieejamas tikai LPT versijas.

3) Kontrolieru amatieru konstrukcijas, kuru pamatā ir diskrēti elementi. Zemu cenuĶīniešu kontrolieri aizstāj amatieru dizainu.
Ķīniešu kontrolieri tiek visplašāk izmantoti amatieru mašīnu konstrukcijās.
Barošanas avota izvēle
Nema17 motoriem ir nepieciešams vismaz 150 W barošanas avots
Nema23 motoriem ir nepieciešams vismaz 200 W barošanas avots