Részletes rajz rajz a késhegyező számára. DIY késhegyező - lépésről lépésre fotó példákkal
Az élezés legegyszerűbb változata egy házi készítésű, fából készült és csiszoló rudakból készült eszköz. Előállításához kétféle sávra lesz szükség - mindegyiknek szigorúan azonos méretűnek kell lennie. A fatermékeket először csiszolópapírral kell kezelni, hogy az összes borongát eltávolítsák a felületükről.
Maga a gyártási eljárás nem okoz nehézségeket. Először jelölje meg a fadarabot: figyelembe véve a kések szükséges élezési szögét, húzzon vonalakat a csiszolólapok későbbi rögzítéséhez. Ezután rögzítse a kerekeket a kapott vonalakra, és jelölje meg szélességüket a fán. A következő lépés a darabolás: a jelöléshez vágja meg mindkét faterméket a kívánt lejtőn és 1-1,5 cm mélységgel, helyezze be a csiszolótömböt a mélyedésekbe és rögzítse csavarokkal.
Tanács. Annak elkerülése érdekében, hogy a kapott eszköz kiszolgálja a késeket a felületen, rögzítsen rá egy gumi tömítést alulról - ez biztosítja az eszköz számára a szükséges stabilitást.
Hatalmas hegyező állványon
A kés bonyolultabb változata egy állvány külön tartóval és egy csiszoló fúvókával. Előállításához szüksége lesz:
- forgácslap
- fa tömb 8 cm hosszú és 2x4 cm szakasz;
- acélrúd M6 vagy M8;
- plexiüveg 6x12 cm;
- rögzítő lyukakkal ellátott mágnes;
- öncsavarok, csavarok, szárnyas anyák;
- fa bilincsek;
- gumi lábak;
- fűrész és fúró.

Hegyező szerkezet:
- Vágjon három darabot egy forgácslemezből: 7x8 cm, 8x30 cm és 12x37 cm.
- A munkadarab hosszúkás oldalán, 8x30 cm-rel, lépjen be 6 cm-re a szélétől, és hozzon létre egy lyukat.
- A 12x37 cm-es munkadarab sarkában fúrjon furatokat a lábakhoz.
- Fúrjon be két, a fablokkra merőleges lyukat: az első - 3 cm-re a széltől, a második - 3 cm-re az elsőtől. A termék szélétől az első lyukig vágjon be 1 cm vastag mélyedést.
- Vágjon az üvegcsík közepére.
- A 12x37 cm-es, a szélektől 4 cm-re lévő munkadarabon rögzítse a munkadarabot 7x8 cm-re merőlegesen két csavarral, rögzítse a munkadarabot fentről 8x30 cm-re csavarokkal.
- A beépített munkadarab legmagasabb pontján, 8x30 cm-en fúrjon be egy kis mélyedést, és csavarokkal rögzítse a mágnest. Helyezze az ogrsteklo-t ugyanarra a munkadarabra - rögzítse a termékeket csavarral az előzőleg készített lyukon és résen keresztül.
- A 12x37 cm-es munkadarab bármelyik szélén fúrjon be egy lyukat az acélcsiszoló rúdhoz, és rögzítse ott a szárnyas anyával.
- Helyezzen egy blokkot a rúdra, rögzítse azt egy csavarral és anyával.
- Szerelje össze a késtartót a tengelyből, az anyákból és a két szorítóból.
- Csavarja be a lábakat a kész állványra.
Hogyan élesítheti a kést?
A kiváló minőség érdekében még mindig nem elegendő a fent említett eszközök felépítése - el kell ismernie a kézi élezés szabályait, és meg kell értenie a munka sorrendjét.

Először kiszámítják a szerszám szükséges élezési szögét - ezt a teljes élezési folyamat során fenn kell tartani. Ezután, simán mozogva, váltakozva „magától” és „maga felé”, kezdje el a pengét a csiszolóelem mentén - csiszoló vagy mag. Egy mozdulattal át kell mennie az élezőn szélektől a szélig. Ebben az esetben a mozgások merőlegesek a penge szélére.
Fontos! Mindegyik lépés végén a pengének a hegyezőn kell maradnia, és nem szabad letépni, mert különben a kés még inkább tompulhat, de deformálhatja annak oldalfelületét is.
Hajtsa a pengét az egyik oldalon az élezőn, amíg a borító hátoldalán meg nem jelenik a borda, majd fordítsa meg a kést és kezdje el ugyanúgy a kés második oldalát élezni. Folytassa az élezést felváltva, amíg a sormok teljesen eltűnnek. Fokozatosan csökkentse a kés nyomását.
Hogyan lehet meghatározni az élezés szögét?
A kés-élezés legfontosabb paramétere a kívánt késszög. Ez az adott eszköz alkalmazási körétől és a hozzárendelt feladatkörétől függ:
- Bármely típusú borotva - 10-15 fokos szögben.
- Filé kés - 15 fok.
- Kés gyümölcsökhez, kenyérkészítményekhez és zöldségekhez - 15-20 fok.
- Többfunkciós szerszámok étel darabolására - 20-25 fok.
- Vadászati \u200b\u200bkés - 25 fok. Az ilyen pengéket nemcsak puha termékek, hanem fa, csontok, szövetek vágására is tervezték.
- Háztartási kések általános cél - 25-30 fok.
- Turisztikai és kempingkések - 30-35 fok.
- Kések kemény anyagok vágására - 30-50 fok. Minél nagyobb az élezési szög, annál rosszabb az ilyen kés darabolni az ételt, de annál jobban megbirkózik a fa, a fatörzsek és a műanyag.
Ne feledje, hogy vannak kombinált kések is: több zónára vannak felosztva, különböző élezési szögekkel. Az ilyen eszközök előnye a sokoldalúság, hátránya a szolgáltatás összetettsége.
Tehát a késhegyező magának összeszerelése kiváló kiút a helyzetből, amikor nincs szükség professzionális eszköz megvásárlására vagy rendszeresen kapcsolatba lépni a kézművesekkel szerszámkarbantartás céljából. Kétféle módszer áll rendelkezésre a különböző nehézségi fokú hegyezők készítéséhez - válassza ki, melyiket teheti meg, és szigorúan használja a szabályoknak megfelelően, hogy az élezés ne csak kiváló minőségű, hanem biztonságos is.
DIY késhegyező: videó
Unalmas, és lehetetlenné válik a kenyér, hús vagy más termék megfelelő darabolása. A hülye szerszám nemcsak kényelmetlen, hanem nem biztonságos is, mert lepattanhat egy darabolásra kerülő termékről, és személyi sérüléseket okozhat. Ezért minden házban legyen eszköz a kés élezéséhez.
A késhegyező tulajdonságai
A készüléket speciális üzletekben lehet megvásárolni. Ugyanakkor sokan érdekli: mi a kések élezésére szolgáló eszköz neve? Neveinek sokféle variációja van: élezés, csiszolás, helikő. De előfordul, hogy a vásárolt eszköz nem mindig felel meg a fogyasztónak. Ebben az esetben élesítheti magát.
Annak érdekében, hogy a kés hatékonyan tudja végrehajtani a funkcióit, fontos, hogy megfelelően élesítse. Vissza kell állítania a penge szélei közötti optimális szöget, amely különbözik:
- kés kenyér és zöldség darabolására - élezzük 15-20 fokos szögben;
- többfunkciós szerszámok különféle típusú termékek feldolgozására - 20-25 fok;
- vadászat és - 25-30 fok;
- szerszámok szilárd anyagok feldolgozására - 30–40 fok.
Annak érdekében, hogy a penge éles legyen a derékszögben, és vannak élezők. Tervezésük két részből áll:
- csiszolótömb;
- sarok a kés felszereléséhez.
Késélező eszközök
A kés élezésére szolgáló szorítókészülék működési elve a következő. A kés a bilincs állkapocsaiba van rögzítve. A köszörűkő transzlációs mozgások segítségével a kés szélén a kívánt szögben vágófelület kialakítását végzi. A szerszám tökéletes élességének eléréséhez az őrlőkövek egymást követő cseréjét kell végrehajtani. Ebben az esetben a kövek mozgásának szigorúan merőlegesnek kell lennie az élezett területre.
A legjobb késhegyezők
A legjobb késélező eszközöket azoknak tekintik, amelyek képesek a szerszám hatékony élezésére és működésének biztosítására. A bár különböző anyagokból készülhet, nevezetesen:
- kövek;
- fa tömbök;
- szerelőszögek.
Az élesítéshez használt rudak a következő típusúak:
- vízkészülékek - velük dolgozva vizet használnak, ez biztosítja a kő felületének takarékos felhasználását;
- olajos kövek - szerkezetükben és alakjukban nagyon hasonlóak a vízkövekhez, ám olajosabb felületükben különböznek egymástól;
- természetes - ezek természetes kövek, amelyeket ipari feldolgozáson mentek keresztül;
- műkövek - előállításukhoz nem természetes anyagokat használnak.
Ezenkívül a csiszolótömb önállóan is elkészíthető. Ehhez négyszögletes és 4-5 mm vastag üveglapokat vesznek. Különböző szemcseméretű csiszolópapírt ragasztunk felületükre kétoldalas szalaggal.
A fa tömbből álló készüléket az alábbiak szerint állítjuk elő. Az élezés előállításához vegyen be 2 azonos méretű fa és 2 csiszolórudat. A fa csiszolása csiszolópapírral történik, és eltávolítja az összes fúrást. A rudakat a kívánt szögtől függően meg kell jelölni, rá van építve egy köszörűkő és megjelölve annak szélessége. A jelölések szerint 1,5 cm mélyre vágnak, a csiszolórudakat a mélyedésekbe helyezik és csavarokkal rögzítik.
Ha otthon van késhegyező, az eszközöket mindig jó állapotban tartja.
 |
A fém alkatrészek lyukainak fúrásakor a használt szerszám aktív kopásnak van kitéve, ami a fúrók intenzív melegítéséhez és ennek következményeként meghibásodáshoz vezet. Ennek elkerülése érdekében rendszeresen vissza kell állítani a geometriai paramétereket, és egy speciális eszköz a fúrók élezéséhez segíti ezt a lehető legpontosabban és hatékonyan. Ez egy egyszerű eszköz, amelyet elkészíthet magának, lehetővé teszi a tompa fúrók gyors és hatékony élesítését, és nem költ pénzt új eszközökre.
A fúrók élezésére tervezett eszköz különösen fontos azokban az esetekben, amikor ezeknek a szerszámoknak fémen kell dolgozniuk, amelynek eredményeként gyorsan elhasználódnak és rendszeres helyreállítást igényelnek. A fafeldolgozás során az erre a célra használt fúró gyakorlatilag nem viselkedik, az élezés paramétereivel minimális figyelmet igényel. Olyan fúrók esetében, amelyek vágó részét keményfém betétekkel látják el, az ilyen eszköz szintén nem különösebben jelentős, mivel gyakorlatilag nem élik újra, és a kézművesek addig használják, amíg teljesen el nem kopnak vagy el nem törnek.
Sok tapasztalt szakember egyáltalán nem használja az élező eszközöket, teljes mértékben tapasztalataikra és szemükre támaszkodva. Mint azonban a gyakorlat azt mutatja, ilyen esetekben jobb eszközöket használni, amelyek lehetővé teszik a folyamat gépesítését. Ez biztosítja a maximális pontosságot és az eredmény megkövetelt minőségét.

A modern piacon számos olyan eszköz van, amely a fúrók élezésére szolgál, amelyek lehetővé teszik a vágószerszám geometriájának gyors, hatékony és pontos visszaállítását akkor is, ha nincs tapasztalata az ilyen eljárások végrehajtásában. Időközben nem szabad pénzt költeni ilyen eszközök vásárlására, és egyszerű gépet készíthet saját kezével a fúrók élezéséhez.
Gyártási lehetőségek
Bármely készüléken vagy szerszámgépen fémfúrót élezzen, annak minőségét ellenőrizni kell. Ehhez használjon egy speciális sablont, amely sorozat is lehet, vagy Ön is készítheti. Ez a sablon elsősorban a fúró élezése során kialakított vágószög szög pontosságának ellenőrzéséhez szükséges. A különféle anyagokkal való munkavégzéshez használt szerszámok különböznek egymástól, beleértve az ilyen szögek értékeit. Az utóbbi pontos értékeit a keresési táblázatból megtudhatja.

Különböző anyagokkal dolgozva, és ismerve az ilyen anyagok fúrószerszámának szögeit, egyszerre több sablont készíthet és felhasználhatja ugyanazon fúró megfelelő élezésének ellenőrzésére, amely ebben az esetben univerzális szerszámként működik.
A fúrók élezésének legegyszerűbb eszközeként használhat egy hüvelyt, amelynek belső átmérője megfelel a fúró keresztirányú méretének, és egy bizonyos szögben mereven rögzítve van egy megbízható alaphoz. Az ilyen eszköz hüvelyének kiválasztásakor ellenőrizni kell, hogy belső lyukának átmérője szigorúan megegyezzen az élezett fúró keresztirányú méretével. Lehetetlen megengedni, hogy a munkadarab lógjon egy ilyen lyukban, mivel a tengelyének a kívánt értéktől való 1–2 ° -kal való eltérése súlyosan ronthatja az őrlés minőségét és pontosságát.
![]()
A fúrók élezéséhez jobb házi szerszámot felszerelni réz- vagy alumíniumcsőtartóval, amelynek belső átmérője megfelel a gyakran használt fúrók tipikus méretének. Megkönnyítheti és kiegészítheti az ilyen eszközt, amelyet fúrók élezéséhez használnak fadarabokkal. A bárban fúrjon lyukakat a különböző átmérőjű szerszámok méretének megfelelően. Egy ilyen eszköz legfontosabb tervezési eleme egy ezermester, aki egyidejűleg több fontos feladatot is megold:
- biztosítja a fúró megfelelő rögzítését és pontos mozgását az őrlőtárcsa felületéhez viszonyítva;
- megbízható megállót nyújt a feldolgozott szerszám számára.
Egy hasonló, különböző átmérőjű lyukakkal ellátott tölgyfa alapú eszközt nagyapáink is használtak, akik arra használták, hogy kiváló minőségű és pontos fúrást végezzenek. A fő feladat, amelyet a fúrók élezéséhez használt házi készítésű gép vagy eszköz meg kell oldani, az, hogy a megmunkált fúrógép vágórészét a csiszolókorong munkafelületéhez viszonyítva helyesen orientálja.
Ha házi készítésű gépet készít a fúrók élezésére, az ilyen eszközök különféle kiviteleit használhatja. A megfelelő rajzokat könnyű megtalálni az interneten. Sőt, ha megérti egy ilyen eszköz működésének elvét, akkor az élezőgépe saját tervezése szerint gyártható.
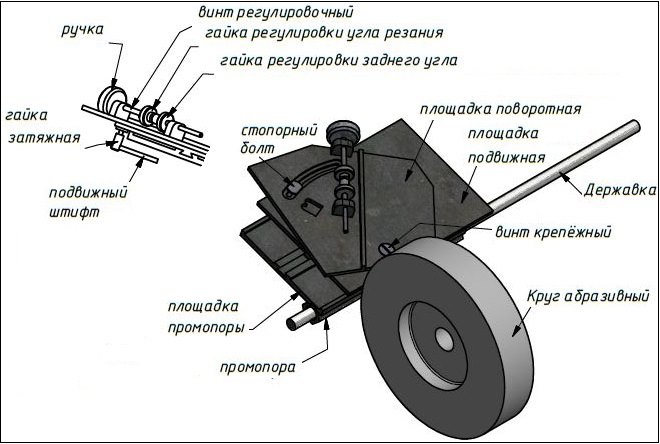
Rajzok a szerelvény részletei
Promopora Promóciós platform Mobil platform
Fúrjon be és rögzítse az elfordítható lemez csavarjait, anyáit, csapjait és alátéteit
Fontos szabály van, amelyet be kell tartani egy ilyen eszközzel való munkakor: használat közben a hegyezett fúrógép nem foroghat a tengelye körül. Ha a szerszám még egy kis szöget elfordít, akkor újra meg kell éleznie.
A fúró élezése után hagyja lehűlni. Ezután ellenőriznie kell a visszaállított geometriai paramétereket a sablon használatával. Nem szabad megfeledkezni arról, hogy a szerszám vágóélei hosszában legfeljebb tized milliméterrel különbözhetnek egymástól. Különösen fontos, hogy megfeleljen ennek a követelménynek a kis átmérőjű fúrók esetében.
Az ilyen eszközökkel végzett fúrók élezésénél elkövetett hibák közül kettőt különböztetünk meg a legjellemzőbbek közül.
- A vágóélek hossza szimmetriájukkal és a megfelelően megválasztott szögekkel sem azonos, vagyis a fúrás középpontja eltolódik a szerszám tengelyéhez képest. Egy olyan fúró, amelynek élezésénél ilyen hiba történt, erőteljes ütést okoz a fúrás során, és meglehetősen nehéz bejutni a munkadarab felületén lévő jövőbeli lyuk középpontjába. Az ilyen módon élesített szerszám nagy valószínűséggel megszakad a további működés során.
- A fúró pontos beállításával a szög, amelyben a vágóélei vannak, aszimmetrikusak. Mivel csak egy vágóél működik emiatt, a fúrás lassan fog végbemenni, miközben a szerszám vége aktívan felmelegszik. Ez azt eredményezi, hogy felszabadul a fém, amelyből a fúró készül, és a létrehozott lyuk eltört (átmérője meghaladja magának a szerszámnak a keresztirányú méretét).
Hogyan készítsünk egy gépet spirálfúrók élezésére?
A spirálfúrók köszörűgépének gyártásának alapjául bármilyen soros köszörűgépet lehet használni, amely ütés nélkül képes működni, és ellenáll a jelentős terhelésnek. Amikor egy ilyen gépet kiegészítő eszközökkel lát el, a következő követelményeket kell betartani.
- A fogantyú tengelyének egybe kell esnie a csiszolókorong forgástengelyével, miközben vele ugyanabban a vízszintes síkban helyezkedhet el, vagy magasabb is lehet.
- A létrehozott szerkezet minden elemét biztonságosan rögzíteni kell a csiszolás biztonságának biztosítása érdekében.
- Az eszköz kialakításának lehetővé kell tennie a fúrók élezését mind kézi, mind félautomata módban.
- A kapaszkodó eszköznek lehetővé kell tennie a fúrószár bármilyen szögben történő elhelyezését.
A fúrók élezésére szolgáló eszköz gyártásakor nincs szükség komplex műszaki eszközökre és szűk anyagokra, amelyeket külön kell megvásárolni. Az összes alkatrész szinte bármilyen otthoni műhelyben vagy garázsban megtalálható. Mivel olyan berendezés és szerszám, amellyel az ilyen alkatrészek elkészülnek, a szerelvény összeszerelése előtt használhat hagyományos csiszolót és hegesztőgépet.
Mivel egy ilyen eszköznek hangsúlyt kell fektetnie, ami a fúrók félautomata módban történő élezéséhez szükséges, hurokcsatlakozást kell használni annak rögzítéséhez. A cső, a tartóelem és a csavar kiválasztásakor a szerelőegységnél ne feledje, hogy a készülékben nem lehet visszahúzás. A házi készítésű terveknek két szabadságfokúak vannak.

Az ilyen eszköz platformja, amelyre a munkadarab rögzítve van, képes függőleges tengely mentén forogni, lehetővé téve a szerszám élezésének szögét. Ezenkívül a vízszintes tengelyen nyugvó kézműves oszcillálhat, ami biztosítja a megfelelő csuklást az élezés során.
Egy ilyen eszköz szerkezeti elemeinek gyártásához különféle vastagságú fémlemezeket használnak, nevezetesen:
- tartólemez - 4 mm;
- vezetőlap fúróhoz - 5 mm;
- egyéb szerkezeti elemek - 3 mm.
A lámpatest fogantyúját, amelynek a felső részén fel van szerelve, biztonságosan rögzíteni kell a daráló testén. Ehhez egy további fém "arcot" használnak, amelyet az eszköz tartójához csatlakoztatnak.
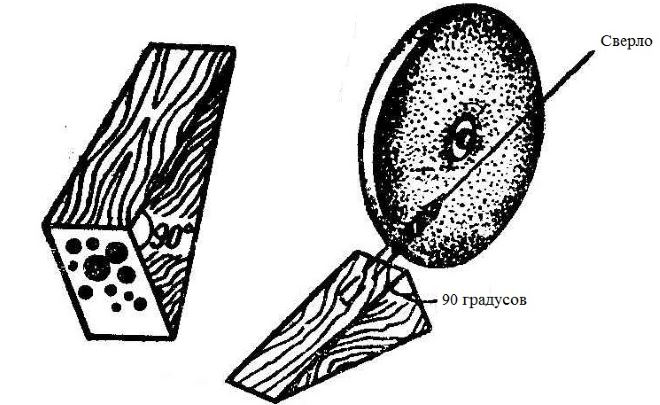
A vezetőlemezt, amelynek felületén háromszög alakú hornyot kell készíteni a megmunkálandó szerszám befogadására, csavarkötéssel rögzítik az alaplapon.

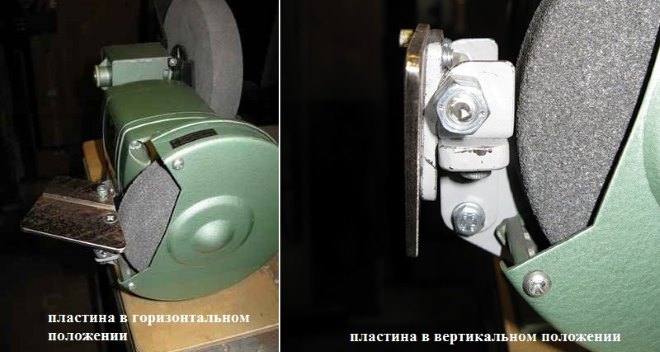
Eszköz és tervezési jellemzők A fúrók élezésére szolgáló eszközök lehetővé teszik számára, hogy 90 ° -kal elforduljon. Ennek a lehetőségnek köszönhetően a fúrók élezése ezzel az eszközzel szinte bármelyik módszerrel lehetséges.
Egy ilyen eszközzel élesített fúrót a vezetőhoronyba helyezünk, és hosszirányban szabadon mozoghatunk benne. Ebben az esetben a szerszám élezésének szöge nem változik.

Mivel az alaplap felső felülete kissé a csiszolókorong forgástengelye felett helyezkedik el, ennek az eszköznek a használatával érhető el a fúró hátsó felületének élesítésének optimális formája.
A fúrók élezésének folyamata egy ilyen készülékkel a következő.
- A szerszám úgy van kitéve a készülék vezetőhoronyjában, hogy vágóéle párhuzamos legyen a vezetőlemez szélével.
- A helyzet beállítását követően a fúrót lassan adagolják a forgó csiszolókorong munkafelületéhez.
Jól szemlélteti az ilyen videoeszközökkel végzett munka folyamatát, amelyet könnyű megtalálni az interneten.
A kivitelezés egyszerűsége ellenére ez az eszköz nagy pontosságú köszörülést biztosít a minőség-ellenőrzéshez, amelyhez nem is használhat sablont. Ha ennek a készüléknek a lengőlapja rögzített szögben van rögzítve, akkor azt keményfém betétekkel felszerelt fúrók élezésére is felhasználhatjuk.
A fém fúrófejeinek sikeres élesítése érdekében, amelyek nagy része nagysebességű acélból készül, meglehetősen kemény csiszolókorongot kell használni. Mint ilyen, szilícium-karbidból készült csiszolószerszám használható. Az ilyen körök, amelyek zöld színük és 64C jelölésük alapján felismerhetők, szemcsemérete 8H - 16H tartományban lehet. Az ilyen anyagból készült tárcsákkal szem előtt kell tartani, hogy működés közben nagyon felforrósodnak, ezért nem szükséges, hogy a hegesztett fúró folyamatos érintkezésben legyen egy csiszolószerszámmal. A fúró túlmelegedésének megakadályozása érdekében, amikor egy ilyen lemezen élezi, a szerszámot rendszeresen lehűtni kell vizes szódaoldattal.
Az élezőgép legtöbb alkatrésze szó szerint bármiből elkészíthető, követve a készülék általános elvét. Példaként vegyünk a 8–12 mm vastagságú rétegelt vagy csiszolt dobozlemezt, amelyet általánosan használtak a szovjet rádióberendezések esetének gyártásához.
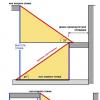
Az alapnak nehéznek kell lennie - körülbelül 3,5–5 kg -, különben a gép instabil és nem alkalmas nehéz aprítószerszám élezésére. Ezért üdvözlendő az acél elemek beépítése a tervbe, például a karosszéria alapja 20x20 mm-es szöggel „cipő” lehet.
A rétegelt lemezből két darabot látunk, egy négyszögletes trapéz alakban, amelynek alapja 170 és 60 mm, magassága 230 mm, egy puzzle-vel. Vágásnál hagyjon 0,5-0,7 mm nagyságot a végek megmunkálásához: ezeknek egyeneseknek és pontosan meg kell egyezniük a jelöléssel.
A harmadik rész egy ferde sík egy rétegelt lemezből, amelynek mérete 230x150 mm. Az oldalfalak ferde oldalai közé kell felszerelni, míg az oldalfalak trapéz alakja a téglalap alakú oldalon helyezkedik el.
Más szavakkal, a gép alapja egyfajta ék, de a ferde síknak ki kell emelkednie 40 mm elõtt. Az oldalfalak végén fektessen vastagságmérővel két sor behúzva a rétegelt lemez vastagságának felét. Fúrjon be három lyukat minden deszkába az alkatrészek csavarokkal történő rögzítéséhez. Vigye a fúrót a ferde rész végére, ideiglenesen csatlakoztassa az alaprészeket.
A hátsó részben az oldalfalakat egy 60x60 mm-es rúd köti össze, amely mindkét oldalán két csavarral van rögzítve. A sávban 10 mm-es függőleges lyukat kell készíteni, amelyek behúzása 50 mm-re van a közepétől, azaz 25 mm-re a széltől. A függőleges helyzet biztosítása érdekében jobb, ha mindkét oldalán vékony fúróval fúr, majd bontsa ki. Alul és felső részen csavarjon be két lyukat egy belső M10 menettel és egy 10 mm hosszú 250 mm-es hajcsavarral a lyukba. Itt szükség lehet az alsó láb kissé beállítására, ha a menete nem esik egybe a csappal.
Kézműves eszköz.
Távolítsa el a lapos, ferde részt az alapról - azt véglegesíteni kell a megmunkálandó szerszám rögzítő és rögzítő eszközével.
Először tegyen félre 40 mm-re az elülső széltől, és vágjon egy fűrészgéppel körülbelül 2 mm mélyen egy hornyot a vonal mentén. Használjon szekcionált vagy cipőkést a két furnér felső rétegének a deszka végétől, és mintát képezzen, amelybe egy 2 mm-es acéllemez illeszthető a közös síkkal.
A korlát két acélcsíkból áll, 170x60 mm és 150x40 mm. Össze kell hajtani egy hosszú vég mentén, egyenletes bemélyedéssel a széleken, és három átmérőjű 6 mm átmérőjű lyukat kell létrehozni. Az ezen lyukakon lévő lamellákat össze kell húzni, a kupakokat a felső, nagyobb lemez oldalára helyezve. Az egyes kupakokat sütjük hegesztéssel, a lemezzel hegesztve, majd távolítsuk el a fém beáramlását és őröljük a lemezt, amíg tökéletesen sík síkvá nem válik.
Csatlakoztasson egy keskenyebb kölcsönös szintet a választáshoz a szélén, és helyezze át a lyukakat fúróval, majd rögzítse a korlát csavarokkal. A telepítés előtt egyenárammal is mágnesezhető, ez segít a kis pengék élezésében.
Rögzítő mechanizmus.
A kézműves második része a nyomásmérő. Két részből áll:
- A felső L alakú csík mérete 150x180 mm, polcszélessége kb. 45-50 mm.
- Az alsó kölcsönös szint téglalap alakú 50x100 mm.
A részleteket a kézműves részek összehajtogatásának hasonló módon kell hajtogatni, a kölcsönös rúdot helyezve a felső kapocs távoli szélére. Középen két lyukat készítünk 25 mm-es behúzással a kicsi alkatrész széleitől, rajta keresztül húzzuk meg az alkatrészeket két 8 mm-es csavarral. Ellentétes irányban kell elindítania őket, miközben a felső (közel) csavar feje a szorítólemez oldalán helyezkedik el. A csavaros kupakokat a lemezekhez is hegesztik és előre csiszolják, amíg sima filé képződik.
Egy ferde táblára, amelynek bemélyedése 40 mm-re van a szélétől, húzzon egy vastagságmérővel egy vonalat, és készítsen egy 8 mm-es lyukat 25 mm-re a felső és alsó széltől. Csatlakoztassa a lyukak széleinek jelölését és egy szúrófűrész segítségével vágjon be egy engedéllyel. A kapott barázdát egy reszelővel hozza 8,2-8,5 mm szélességre.
Rögzítse a szorítót és az ellenszintet a deszkán lévő horonyban. Húzza meg a felső részből kiálló csavart anyával, hogy a rudat minimálisan megőrizze, majd rögzítse a csatlakozást egy második anyával. A heveder alulról történő rögzítéséhez vagy elengedéséhez (az alaprészben) csavarja fel a szárnyas anyát a második csavarra.
Élesítési szög beállítása.
Helyezzen egy széles alátétet az alapblokkba csavart csavarra, és húzza meg az anyát, hogy a tengely ne forogjon a lábakon.
A beállító blokknak egy kis, szilárd anyagból készült rúdból kell állnia, amelynek mérete körülbelül 20x40x80 mm. Vegyünk karbolitot, textolitot vagy keményfát.
A blokk szélétől 15 mm-re, mindkét oldalán 20 mm-es fúrást végezzünk, a lyuk 9 mm-re kinyúlik, majd elvágjuk a menetet belül. A kialakított lyuk tengelyétől 50 mm távolságra egy második fúrásra kerül, de a rész lapos részében, azaz merőlegesen az előzőhöz. Ennek a lyuknak az átmérője kb. 14 mm, emellett nagymértékben meg kell fáklyázni egy kerek rapszal.
A cipőt hajtűre csavarják, így viszonylag pontosan beállítható a szemmagasság olyan bonyolult csavarzárrendszer nélkül, mint az eredeti gépnél, amelyet a gyakorlatban egy kicsit nehezebb megvalósítani. Annak érdekében, hogy a tömb működés közben álljon, mindkét oldalán M10 anyákkal kell csavarozni.
Szállító és cserélhető rudak.
A csiszoló kocsihoz koaxiálisan kell hegeszteni az M10 hajtűt 30 cm-rel és egy sima, egyenletes 10 mm vastag rudazattal. Két szilárd, kb. 50x80 mm méretű és legfeljebb 20 mm vastagságú kerekes kerékre is szükség van. A középső és a felső élétől 20 mm-re behúzott mindegyik rudat 10 mm-es lyukkal kell ellátni.
Először a szárnyas anyát a rúdra csavarják be, majd a széles alátétet és két rudat, ismét az alátétet és az anyát. A hevederek között téglalap alakú kövek is rögzíthetők, de jobb, ha több cserélhető hegesztőkövet készítenek.
Ennek alapjául szolgáljon egy könnyű alumínium profil, amelynek lapos része 40-50 mm széles. Ez lehet egy téglalap alakú profilcső vagy egy régi párkányprofil darabja.
Fölözzük a lapos részt és zsírtalanítjuk azt, „Pillanatnyi” pasztaként, különböző szemcseméretű, 400–1200 szemcseméretű csiszolópapír csíkokkal. Válasszon szövet alapú csiszolópapírt, és ragasztja az egyik rúdhoz egy velúr bőrcsíkot, hogy a pengeket csiszolópasztával kiegyenesítse.
Hogyan élesíteni.
A megfelelő élezéshez készítsen több mintát furnérlemezből, szöge 14-20? vágáshoz és 30-37? élek vágásához a pontos szög az acél minőségétől függ. Rögzítse a pengét a korlát szélével párhuzamosan, és nyomja meg a rudakkal. A sablon szerint állítsa be a szöget az őrlőlap síkjai és a ferde asztallap között.
Kezdje az élezést egy nagy (P400) rúddal, ha az éle nem megfelelő a szögben. Szerezd meg a leszállási sávot egyenes csík formájához, kanyargók vagy hullámok nélkül. Csökkentse a szemcseméretét, és adja át először a kés mindkét oldalát egy P800, majd P1000 vagy P1200 rudakkal. A penge élezésekor hajtsa végre a rudat kis erőfeszítéssel mindkét irányban.
Az élezés után a pengét rögzíteni kell egy „bőr” rúddal, amelyre kis mennyiségű GOI paszta kerül. A pengék szerkesztésekor a munkamozgás csak a szél felé (maga felé), de nem az ellen irányul. És végül egy kis tanács: ha csiszolt pengékkel és metszettel élezi a késeket, ragasztószalaggal ragassza rá őket úgy, hogy a morzsoló csiszolóanyag ne hagyjon karcolást. Az sem fáj, hogy a kézműves felületét öntapadó ragasztóval ragasztják.
Hogyan készítsünk kézi hegyezőt saját kezével. Konyhai és egyéb késeket csiszoltam egy csiszolóra vagy egy hangerőre. Minden kést megkarcoltak, és az élezés élessége rossz volt. Gondoltam egy speciális gépen. Átnéztem sok irodalmat, és felcsaptam az interneten, és megtaláltam, amit akartam. Több lehetőség közül választottam, és elkészítettem a következő élezőgépet.

anyagok
1. 10 mm vastag rétegelt lemez vagy műanyag lemez.
2. Csavarok, szárnyas csavarok, alátétek és rudak (0,5 m) M6 vagy M8 menettel.
3. Mágnesek egy használt számítógép merevlemezéről


4. Csapágy egy régi kávédarálóból.

5. Különböző szemcseméretű csiszolólapok (csiszoló bőr) és rudak: 120, 320, 600, 1500.
gyártás
1. A gép álló része rétegelt lemezből (műanyag) készül. A 30 cm és 5 cm hosszú és (10 ... 12) cm széles csíkokat alulról G betűvel, alumínium sarokkal rögzítik. A felső részbe felszerelünk 1 vagy 2 mágnest (töltsük fel epoxiddal). Az ellenkező alsó részben fúrunk egy lyukat, és szereljük fel egy függőleges rudat menettel (magasság 12 ... 15 cm) egy csapágyal.

A felületre (az élesített kés hangsúlyozására) előkészített alumíniumot (vagy rozsdamentes acélt) helyezünk be a lemez közepére (akár 2 mm vastag) egy résbe egy szárnyas szorítóval.
2. A két lehetőség mozgó része:
A. lehetőség. A hevederek élezéséhez.
![]()
B. lehetőség. Csiszolóhéj-élezéshez.

Az alumínium profilnak négy oldala van, szélessége 25 mm.

Mindkét oldalra ragasztják a különböző szemcseméretű csiszolóképes csíkokat: 120, 320, 600, 1500. A matricához a levélpapír ragasztólapát használom. Miután a használt bőrcsíkot késsel könnyen eltávolítják, és új csíkot ragasztanak.
Élezési folyamat
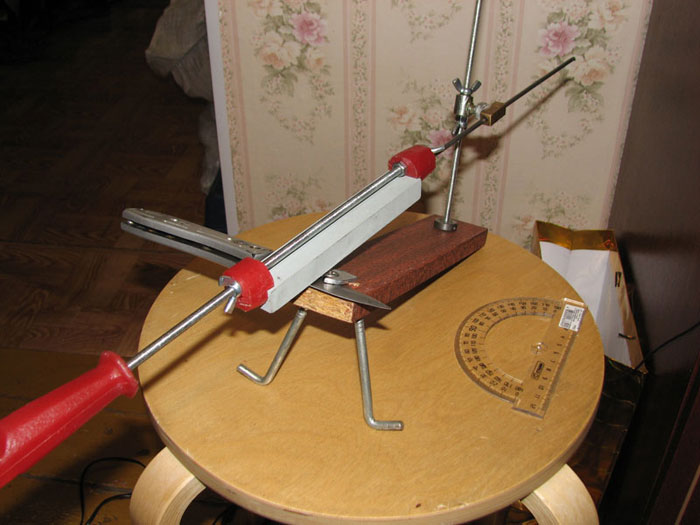
1. Állítsa be az élesített kést, mint a képen.

A kés egyértelműen rögzítve van a mágnes miatt, és nincs szükség mechanikus rögzítésre.
A mozgatható ütközővel állítsa a kést a kívánt helyzetbe, és rögzítse az ütközőt a hüvelykujj-csavarral.
A kés mozgatható részét a késre tettük.

Most állítsa be az élezés szögét a csapágy csavarokkal történő leengedésével vagy emelésével.
Az első élezéshez a minimális 120 szemcseméretű (legkeményebb) oldalt a kés pengéjéhez fordítjuk.
élezzük, hogy folytonos szalagot kapjunk a penge szélén (0,5 ... 1 mm széles).
Fordítsa meg a kést és ismételje meg.
Folytatjuk a folyamatot a 320, 600, 1500 csiszolópapírral.
Most késpel borotválkozhat.
Ugyanez az eljárás a csiszolókorongok élezéséhez. De ebben az esetben számos hátrány van:
1. A rúd középső része végül kialakul, majd az őrlési szög „úszik”, amely nem az első változatban van.
2. A különböző szemcseméretű rudakat meg kell cserélni, és az első változatban a szemcseméret megváltoztatásához csak az arc elforgatása szükséges. A rúd eltávolításához nyomja meg a rugót két ujjal.

Most minden kést egy teljes ciklus élesít. Ha néhány kés használat közben tompa. Ezeket a késeket csak 600 vagy 1500 darabos szerszámmal helyesbítem, két vagy három mozgatással a kés mindkét oldalán.
Köszönöm a figyelmet!
Különösen a Hamir Khamitov "Hasznos házi készítésű" oldalához.