Heat recovery systems in refrigeration plants. Heat recovery Heat recovery
State educational institution higher vocational education
Samara State Technical University»
Department of Chemical Technology and Industrial Ecology
COURSE WORK
in the discipline "Technical thermodynamics and heat engineering"
Topic: Calculation of the unit for utilizing the heat of waste gases of a technological furnace
Completed by: Student Ryabinina E.A.
ZF course III group 19
Checked by: Consultant Churkina A.Yu.
Samara 2010
Introduction
Most chemical plants generate high- and low-temperature waste, which can be used as secondary energy resources (RER). These include exhaust gases from various boilers and process furnaces, cooled streams, cooling water and waste steam.
Thermal VER to a large extent cover the heat needs of individual industries. For example, in the nitrogen industry more than 26% of the heat demand is satisfied due to WER, in the soda industry - more than 11%.
The number of used VER depends on three factors: the temperature of the VER, their thermal power and the continuity of the output.
At present, the most widespread is the utilization of the heat of waste industrial gases, which have a high temperature potential for almost all fire-technical processes and can be used continuously in most industries. Waste gas heat is the main component of the energy balance. It is used mainly for technological, and in some cases - for energy purposes (in waste heat boilers).
However, the widespread use of high-temperature thermal RES is associated with the development of utilization methods, including the heat of incandescent slags, products, etc., new methods for utilizing waste gas heat, as well as with the improvement of the designs of the existing utilization equipment.
1. Description of the technological scheme
In tube furnaces that do not have a convection chamber, or in radiant-convection-type furnaces, but with a relatively high initial temperature of the heated product, the temperature of the exhaust gases can be relatively high, which leads to increased heat losses, a decrease in the furnace efficiency and higher fuel consumption. Therefore, it is necessary to use the heat of the waste gases. This can be achieved either by using an air heater, which heats the air entering the furnace for fuel combustion, or by installing waste heat boilers, which make it possible to obtain the water vapor required for technological needs.
However, for the implementation of air heating, additional costs are required for the construction of an air heater, blower, as well as additional power consumption consumed by the blower motor.
To ensure normal operation of the air heater, it is important to prevent the possibility of corrosion of its surface on the side of the flue gas flow. This phenomenon is possible when the temperature of the heat exchange surface is below the dew point temperature; in this case, part of the flue gases, directly in contact with the surface of the air heater, is significantly cooled, the water vapor contained in them partially condenses and, absorbing sulfur dioxide from the gases, forms an aggressive weak acid.
The dew point corresponds to the temperature at which the pressure of saturated water vapor is equal to the partial pressure of water vapor contained in the flue gases.
One of the most reliable methods of protection against corrosion is to preheat the air in some way (for example, in water or steam heaters) to a temperature above the dew point. Such corrosion can also occur on the surface of convection pipes if the temperature of the raw material entering the furnace is below the dew point.
The source of heat for increasing the temperature of saturated steam is the oxidation (combustion) reaction of the primary fuel. The flue gases formed during combustion give up their heat in the radiation and then convection chambers to the feed stream (water vapor). Superheated steam enters the consumer, and the combustion products leave the furnace and enter the waste heat boiler. At the outlet of the WHB, saturated water vapor is fed back to the steam overheating furnace, and the flue gases, being cooled by the feed water, enter the air heater. From the air-reheater, flue gases enter the KTAN, where the water flowing through the coil is heated and goes straight to the consumer, and the flue gases - into the atmosphere.
2. Calculation of the furnace
2.1 Calculation of the combustion process
Let us determine the lowest heat of combustion of fuel Q р n. If the fuel is an individual hydrocarbon, then the heat of combustion of its Q p n is equal to the standard heat of combustion minus the heat of vaporization of water in the combustion products. It can also be calculated from the standard thermal effects of the formation of the initial and end products based on Hess's law.
For a fuel consisting of a mixture of hydrocarbons, the heat of combustion is determined, but the additivity rule:
where Q pi n is the heat of combustion of the i-th fuel component;
y i is the concentration of the i-th component of the fuel in fractions of one, then:
Q p n cm \u003d 35.84 ∙ 0.987 + 63.80 ∙ 0.0033+ 91.32 ∙ 0.0012+ 118.73 ∙ 0.0004 + 146.10 ∙ 0.0001 \u003d 35.75 MJ / m 3 ...
Molar mass of fuel:
M m \u003d Σ M i ∙ y i,
where M i is the molar mass of the i-th fuel component, hence:
M m \u003d 16.042 ∙ 0.987 + 30.07 ∙ 0.0033 + 44.094 ∙ 0.0012 + 58.120 ∙ 0.0004 + 72.15 ∙ 0.0001 + 44.010 ∙ 0.001 + 28.01 ∙ 0.007 \u003d 16.25 kg / mole.
![]() kg / m 3,
kg / m 3,
then Q p n cm, expressed in MJ / kg, is equal to:
![]() MJ / kg.
MJ / kg.
The calculation results are summarized in table. one:
Fuel composition Table 1
| Component | Molar mass M i, | Molar fraction y i, kmol / kmol | |
| 16,042 | 0,9870 | 15,83 | |
| 30,070 | 0,0033 | 0,10 | |
| 44,094 | 0,0012 | 0,05 | |
| 58,120 | 0,0004 | 0,02 | |
| 72,150 | 0,0001 | 0,01 | |
| 44,010 | 0,0010 | 0,04 | |
| 28,010 | 0,0070 | 0,20 | |
| TOTAL: | 1,0000 | 16,25 |
Let us determine the elemental composition of the fuel,% (mass.):
![]()
![]()
![]()
![]()
![]()
![]() ,
,
where n i C, n i H, n i N, n i O - the number of carbon atoms, hydrogen, nitrogen and oxygen in the molecules of the individual components that make up the fuel;
Content of each fuel component, wt. %;
M i - molar mass of individual fuel components;
M m is the molar mass of the fuel.
Checking the composition:
C + H + O + N \u003d 74.0 + 24.6 + 0.2 + 1.2 \u003d 100% (mass).
Let us determine the theoretical amount of air required to burn 1 kg of fuel, it is determined from the stoichiometric equation of the combustion reaction and the oxygen content in the atmospheric air. If the elemental composition of the fuel is known, the theoretical amount of air L 0, kg / kg, is calculated by the formula:
In practice, to ensure the completeness of fuel combustion, an excess amount of air is introduced into the furnace, we find the actual air flow rate at α \u003d 1.25:
where L is the actual air flow rate;
α - coefficient of excess air,
L \u003d 1.25 ∙ 17.0 \u003d 21.25 kg / kg.
Specific air volume (n.a.) for combustion of 1 kg of fuel:
where ρ in \u003d 1.293 is the air density under normal conditions,
![]() m 3 / kg.
m 3 / kg.
Let us find the amount of combustion products formed during the combustion of 1 kg of fuel:
if the elemental composition of the fuel is known, then the mass composition of flue gases per 1 kg of fuel with its complete combustion can be determined based on the following equations:
![]()
![]()
where m CO2, m H2O, m N2, m O2 are the mass of the corresponding gases, kg.
Total amount of combustion products:
m p.s. \u003d m CO2 + m H2O + m N2 + m O2,
m p.with \u003d 2.71 + 2.21 + 16.33 + 1.00 \u003d 22.25 kg / kg.
We check the resulting value:
![]()
where W f is the specific consumption of nozzle steam during combustion liquid fuel, kg / kg (for gas fuel W f \u003d 0),
Since the fuel is a gas, we neglect the moisture content in the air and neglect the amount of water vapor.
Let us find the volume of combustion products under normal conditions, formed during the combustion of 1 kg of fuel:
![]()
where m i is the mass of the corresponding gas formed during the combustion of 1 kg of fuel;
ρ i is the density of the given gas under normal conditions, kg / m 3;
M i - molar mass of the given gas, kg / kmol;
22.4 - molar volume, m 3 / kmol,
![]() m 3 / kg;
m 3 / kg; ![]() m 3 / kg;
m 3 / kg;
![]() m 3 / kg;
m 3 / kg; ![]() m 3 / kg.
m 3 / kg.
Total volume of combustion products (n.a.) at actual air consumption:
V \u003d V CO2 + V H2O + V N2 + V O2,
V \u003d 1.38 + 2.75+ 13.06 + 0.70 \u003d 17.89 m 3 / kg.
Density of combustion products (n.a.):
![]() kg / m 3.
kg / m 3.
Let us find the heat capacity and enthalpy of combustion products of 1 kg of fuel in the temperature range from 100 ° C (373 K) to 1500 ° C (1773 K), using the data in Table. 2.
Average specific heat capacities of gases with р, kJ / (kg ∙ K) Table 2
| Air | |||||
| 0 | 0,9148 | 1,0392 | 0,8148 | 1,8594 | 1,0036 |
| 100 | 0,9232 | 1,0404 | 0,8658 | 1,8728 | 1,0061 |
| 200 | 0,9353 | 1,0434 | 0,9102 | 1,8937 | 1,0115 |
| 300 | 0,9500 | 1,0488 | 0,9487 | 1,9292 | 1,0191 |
| 400 | 0,9651 | 1,0567 | 0,9877 | 1,9477 | 1,0283 |
| 500 | 0,9793 | 1,0660 | 1,0128 | 1,9778 | 1,0387 |
| 600 | 0,9927 | 1,0760 | 1,0396 | 2,0092 | 1,0496 |
| 700 | 1,0048 | 1,0869 | 1,0639 | 2,0419 | 1,0605 |
| 800 | 1,0157 | 1,0974 | 1,0852 | 2,0754 | 1,0710 |
| 1000 | 1,0305 | 1,1159 | 1,1225 | 2,1436 | 1,0807 |
| 1500 | 1,0990 | 1,1911 | 1,1895 | 2,4422 | 1,0903 |
Enthalpy of flue gases formed during the combustion of 1 kg of fuel:
where with CO2, with H2O, with N2, with O2 - average specific heat capacities at constant pressure of the corresponding lawn at temperature t, kJ / (kg · K);
c t is the average heat capacity of flue gases formed during the combustion of 1 kg of fuel at a temperature t, kJ / (kg K);
at 100 ° C: kJ / (kg ∙ K);
at 200 ° C: kJ / (kg ∙ K);
at 300 ° C: kJ / (kg ∙ K);
at 400 ° C: kJ / (kg ∙ K);
at 500 ° C: kJ / (kg ∙ K);
at 600 ° C: kJ / (kg ∙ K);
at 700 ° C: kJ / (kg ∙ K);
at 800 ° C: kJ / (kg ∙ K);
at 1000 ° C: kJ / (kg ∙ K);
at 1500 ° C: kJ / (kg ∙ K);
The calculation results are summarized in table. 3.
Enthalpy of combustion products Table 3
| Temperature | Heat capacity combustion products with t, kJ / (kg ∙ K) | Enthalpy combustion products H t, |
|
| ° C | TO | ||
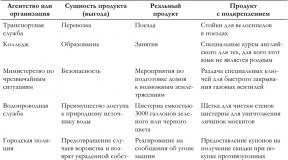
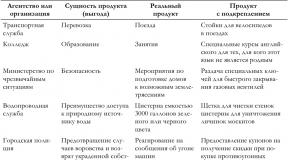
| As the exhaust gases from the glass furnace regenerator are sufficiently clean. In other cases, it is also necessary to install a special filter that would cleanse the gases before they go to the heat exchanger. Figure: 1. Recuperative heat exchanger for waste gas heat recovery. Hot water t \u003d 95 ° C Hot waste ...
Savings different types energy. 2. Statement of the problem Analyze the operation of the steam superheating furnace and propose a heat recovery unit for secondary energy resources for the efficiency of using the heat of the primary fuel. 3. Description of the technological scheme The steam superheating furnace at the styrene production unit is designed to increase the temperature ... Volumes of nitrogen and water vapor in the products of NG combustion. 1. PURPOSE OF THE WORK 1.1 To get acquainted with the design of waste-heat boilers 1.2 To obtain practical skills in conducting thermodynamic analysis of the efficiency of units of energy technology systems and the processes occurring in them. 2. CONTENT OF WORK 2.1 Carrying out a thermodynamic analysis of the efficiency of a waste heat boiler by energy and ... | |||

Of all types of energy consumed in the chemical industry, thermal energy is in the first place. The degree of heat utilization during the chemical-technological process is determined by the thermal efficiency:
where Q t and Q pr, respectively, the amount of heat, theoretically and practically spent on the reaction.
The use of secondary energy resources (waste) increases the efficiency. Energy waste is used in chemical and other industries for various needs.
Particularly important in the chemical industry is the utilization of the heat of reaction products leaving the reactors for preheating the materials entering the same reactors. Such heating is carried out in devices called regenerators, recuperators and waste heat boilers. They accumulate heat from waste gases or products and release it for processes.
Regenerators are periodically operating chambers filled with a packing. For a continuous process, it is necessary to have at least 2 regenerators.

The hot gas first passes through the regenerator A, heats its packing, and cools itself. The cold gas passes through the regenerator B and is heated from the previously heated packing. After heating the nozzle in A and cooling in B, the dampers are closed, etc.
In recuperators, the reagents enter the heat exchanger, where they are heated by the heat of the hot products leaving the reaction apparatus, and then fed into the reactor. Heat exchange occurs through the walls of the heat exchanger tubes.

In waste heat boilers, the heat of waste gases and reaction products is used to generate steam.

Hot gases move through pipes located in the boiler drum. There is water in the annular space. The generated steam, passing through the moisture separator, leaves the boiler.
Encyclopedic Dictionary of Metallurgy. - M .: Intermet Engineering. Chief editor N.P. Lyakishev. 2000 .
See what "heat recovery" is in other dictionaries:
Re-use of material resources or reduction of the amount of waste generated in order to significantly reduce the consumption of raw materials and materials, the cost of products and increase production efficiency. Amount reduction ...
-: See also: heat recovery waste disposal ... Encyclopedic Dictionary of Metallurgy
Gas and kerosene engines - perform mechanical work, utilizing the heat generated by the explosion of a mixture of lighting gas with air or a mixture of petroleum products (gasoline and kerosene) with air. Developed during the explosion of gases, that is, during rapid combustion, the heat ... ...
Bakery ovens - are divided into operating periodically and operating continuously. Furnaces operating periodically are improved or ordinary Russian stoves (see. Room stoves and hearths); in them, the furnace and the very baking of bread take place in the same chamber and ... ... Encyclopedic Dictionary of F.A. Brockhaus and I.A. Efron
DESIGN - chemical production, the process of creating a complex of tech. documents required to ensure financing of work, order for construction. materials and manufacturing of equipment, construction of the enterprise, installation of devices and equipment, its start-up and ... ... Chemical encyclopedia
steam trap - Condensate traps are valves designed for automatic condensate drainage. Condensation can appear as a result of steam loss of heat in heat exchangers and during heating of pipelines and installations, when part of the steam ... ... Wikipedia
- (from Lat. recuperatio, return receipt, return) 1. The return of energy or part of the material consumed during a particular technological process for reuse in the same process. So, valuable ... ... Encyclopedic Dictionary of Metallurgy
See heat recovery ... Encyclopedic Dictionary of Metallurgy
RECUPERATION - (from Lat. recuperatio, return receipt, return) 1. Return of energy or part of the material, consumption, during a particular technological process, for reuse in the same process. So valuable ... ... Metallurgical Dictionary
RECUPERATOR - surface-type heat exchange unit, in which heat exchange between heat carriers occurs continuously through the wall separating them; used in metallurgy and other industrial areas where waste gas heat is utilized ... Big Polytechnic Encyclopedia
Books
- Utilization of the heat of the exhaust gases of the internal combustion engine by means of the LPI turbine, Cherkasova Marina. 1/3 of the energy during operation of the internal combustion engine is lost in the form of heat with the exhaust gases. Exhaust gases can power engines operating on the organic Rankine cycle ... Buy for 5995 rubles
- Design of ventilation and heating systems. Study guide, Shumilov Rudolf Nikolaevich, Tolstova Yulia Isaakovna, Boyarshinova Anna Nikolaevna. Tutorial contains recommendations for the calculation and organization of air exchange and heating in rooms for various purposes. The fundamentals of designing systems for providing microclimate and ...
When objectively assessing the efficiency, it is necessary to take into account the different operating modes of the utilizer: "dry", "wet", uncontrolled, controlled, defrost, etc., described in the previous article (S.O.K. magazine, No. 12/2010). As a result of the possible errors listed below, you can get the actual efficiency and heat savings that are significantly less than calculated, this may not suit the customer. The latter does not intend to wait long for the payback of this device, allotting this period of about two to three years.
Basic heat engineering parameters of heat and cold heat exchangers
In technical and partly economic calculations, when testing heat recovery equipment, various and, in general, numerous parameters are used, some of which are used more often, others less often. Among these parameters, the main ones are:

In the above formulas, expressions are used that are called water equivalents for external W n and outgoing W at air, for circulating water or brine W w, for nozzle W us: W n \u003d G n c in; W y \u003d G y c in; W w \u003d G w c w and W us \u003d M us c us. All these values, except for W sat, are measured in kW / ° C, and the value of W sat - in kJ / ° C.
The ratio of W us to any of the equivalents (W n, W y, W w) characterizes the inertia of the heat transfer process from the nozzle to the moving medium and is measured in seconds.
Technical and economic efficiency of heat recovery in SCR and SV
The task of substantiating the efficiency of heat recovery is related to the significant cost of equipment, reaching 30-50% of the cost of the air handling unit, different duration of use, a tendency to increase tariffs for heat and electric energy, high fees for connecting to the heating network, high fines for exceeding the return water temperature of its schedule CHP, therefore, this problem does not have an unambiguous solution. According to A.A. Rymkevich and other specialists, heat recovery is an important secondary measure that needs to be considered and analyzed after all the primary possibilities of reducing heat consumption through a set of measures have been exhausted.
Methods for assessing the efficiency of heat recovery
There are several ways to assess the efficiency of heat recovery in a particular device. The first way estimates based on the energy utilization factor as the ratio of the heat received in the heat exchanger to the electricity consumed to overcome the resistance of the media η e \u003d Q t / N.
Being a purely energy characteristic, it does not take into account the cost of the apparatus and different, moreover increasing, tariffs for heat (for hot water or associated electricity) and for electricity, i.e. uses natural instant indicators. In addition, the heat obtained in the heat exchanger is always variable depending on the initial temperature difference t у - t ni of the current efficiency and the mode of operation of the heat exchanger.
Second way estimates are based on exergy efficiency, taking into account the relative exergy of heat, moisture and the exergy of moving air:
where E 1 and E 2 - exergy of heat, moisture and exergy of the removed and supplied (outside) air; ΣE n - total exergy of consumed electrical energy in the system. Regarding these coefficients, V.N. Bogoslovsky and M. Ya. Pos rightly noted that "... any of the indicated thermodynamic indicators only gives an idea of \u200b\u200bthe degree of thermodynamic perfection of the process and cannot serve as a basis for making a technical decision.".
Third way assessment is a more general technical and economic indicator and characterizes expected payback period of additional capital costs (first proposed for market conditions by the English physicist U Thomson (1824-1907), better known in our country as the thermal physicist Kelvin) in versions different types Technical specifications, their efficiency, cost and aerodynamic resistance:


Annual economic effect [rub / year] as the difference between the reduced costs for the compared variants of systems with a heat exchanger (2) and without it (1) is another complex indicator:
where ΔC th.year is the cost of the saved heat in hot water, steam, electricity, taking into account current and future tariffs for energy carriers, rubles / year; ΔC e.year - the cost of additional annual electricity consumption for moving air and water through the apparatus, rubles / year; ΔK tu - capital expenditures for the utilizer, its installation, commissioning and management, rubles; (E n + 0.18) ΔK tu - deductions from additional capital costs for depreciation, repair, general facility and other expenses 0.18ΔK tu [rub / year], due to the use of a heat exchanger and a change in the standard size of the air heater, as well as taking into account the standard efficiency ratio:
where r is the discount rate, r \u003d 0.10-0.15; T ok - payback period for additional capital costs, year; ΔK vn - reduction of capital costs for the air heater with a decrease in its ranks or complete failure, rubles; ΔK pris - one-time costs for connecting the facility to the heat source, rubles / Gcal or rubles / kWh.
The formula should take into account the dependence of all values \u200b\u200bon the design of the heat exchanger and its efficiency. Also, among the components of operating costs, one should take into account the possible fines of the CHPP for exceeding the return water temperature after the air heater.
Summary nomogram to assess the efficiency of modern heat recovery units was developed on the basis of appropriate calculations and is shown in Fig. 1 under the assumption that the efficiency coefficient remains unchanged during the uncontrolled operation of the apparatus. This nomogram is built in the following sequence. Preliminary, according to the data of one of the manufacturers of air conditioners, the approximate unit cost of various heat recovery units was estimated (Fig. 1a). Similarly, data on the unit cost of heat recovery units from other manufacturers can be plotted on this graph. For specific conditions (ty \u003d 20 ° C, t k \u003d 10 ° C) at different θ, the boundary of the TU operation modes was built (right quadrant in Fig. 1) and the specific amount of heat was determined (per 1 kg / s of heated air in one-shift operation ).
We will use these data to assess the effectiveness of the application of technical specifications in the climatic conditions of the city of St. Petersburg.
Estimate the specific economic efficiency of using a heat exchanger, referred to 1000 m 3 / h of heated outdoor air at its specific cost K tu / L n \u003d 40 thousand rubles / (thousand m 3 / h) in the most favorable case, i.e. with continuous system operation
ΣQ th.year \u003d 24 thousand kWh / (year thousand m 3 / h), electric heating according to the average (between day and night) rate c'e \u003d 2 rubles / kWh, aerodynamic resistance of the device ΔР в \u003d 0.30 kPa; The efficiency of the fan installation η \u003d 0.7, corresponding to the additional power for air movement of 0.12 kW / (thousand m 3 / h):
additional annual electricity consumption 1.05 thousand kWh / (year-thousand m 3 / h) ΔW e \u003d 8766 x 0.12 \u003d 1.05.
Reducing the cost of an air heater when installing a heat exchanger should be neglected. The fee for connecting this heater to the heating network and the penalty for exceeding the return water temperature by the air heater shall be disregarded. The payback period T ok is to be taken equal to three years. We determine the payback period for additional capital costs, we get one year:
We will change the calculation conditions, replacing the electric heating with a heat carrier - hot water at a tariff with ’t \u003d 1 rub / kWh. Then the payback period for additional capital costs for the device of a heat exchanger under the same conditions will be 2.7 years:

As you can see, even with a given tariff for heat in hot water and with continuous operation of the system throughout the day and year, the high specific cost of the heat exchanger does not allow counting on a quick return (payback) of capital investments. If we use less efficient (θ ty \u003d 0.55-0.65), but cheaper devices, then, judging by the repeatability Δτ / Δt n, the main effect may increase, since it is reached not at low, but at intermediate external temperatures (t n \u003d -10 ... + 10 ° С).
For a more rigorous calculation, it is necessary to take into account the different surface, the rows and the cost of the main air heater and another electric one, which operates in the event of a stoppage of the coolant supply during the non-heating period at t n\u003e 8 ° C. The results of the economic calculation will increase the efficiency of heat recovery, taking into account the high initial payment for connecting the air heater to a heating network or other source.

Evaluation of the efficiency of utilization
Many publications have been devoted to the problem of assessing the efficiency of utilizing utilizers. All of them have different approaches to the methods of calculating the effect, taking into account some components and not taking into account others. We will give an assessment only to some of the most characteristic publications. The article uses a traditional, simplified, in our opinion, not entirely correct and private method for calculating the payback period as a result of dividing the cost of a heat exchanger by the cost of the difference between the saved heat and over-consumed electrical energy. At the same time, the article does not indicate the efficiency of the apparatus and the "efficiency / cost" complex, by the way, it is variable, depending on the type of apparatus, its air capacity, different operating modes, defrost and emerging cost overruns, connection fees, etc. are not taken into account. on the difference in the calculation results in different conditions.
As for the diverse climatic conditions presented in the article by cities, where the day-degrees of the heating season vary from 1500 to 12,000 days-° C during the heating season, this part of the work can be significantly simplified. Having carried out a small study and presented it in the coordinates: the relative annual consumption of recovered heat in a year-round uncontrolled apparatus - day-degrees of the heating period - an almost linear dependence can be obtained (Fig. 2). Such linearization makes the multiple calculations given in this article redundant, and for these conditions (L n, θ tu, ΔK tu) it is enough to draw a straight line at three or four points corresponding to cities in different climatic conditions.
Feasibility study of energy-saving equipment
An article is devoted to the technical and economic assessment of energy-saving equipment, which is typical in terms of the questions and comments that arise. The greatest attention in it is paid to the actual method of analysis and calculation of the discount factor, bearing in mind the long-term payback period. However, calculations show that full depreciation and recoupment of costs for these devices is desirable in a relatively short period of time (one to three years). In a number of cases, with a lack of heat at the facility and a high fee for connecting to the source, utilization is not only justified, but also the only one possible for heating the outside air.
Not having the final formula adopted in the article for the payback period of the heat exchanger, it is difficult to imagine whether the following calculations have been taken into account: a possible shortage of heat at the facility and a real, constantly growing payment for connecting to a heat source; the accepted share of the difference in capital costs, taken into account in operating costs for depreciation, repairs, general facility costs (about 18% in total).
Let us show by an example that a one-time payment for connection to a heating network is comparable or even exceeds the cost of a heat recovery unit. Let the unit cost of the utilizer ΔK tu ~ 30-40 thousand rubles / (thousand m 3 / h). Under average conditions, the calculated heat output of a heat exchanger corresponds to such a unit air flow rate and, accordingly, a decrease in power when connected to a CHP:

This is equivalent to a connection fee of
ΔK sub \u003d 3.45 x 12 x 10 3 \u003d 41.5 thousand rubles, if we take the specific fee:
Under the conditions of this example, it turns out that the payment for connection to a CHP plant is commensurate or even more than the cost of a heat recovery unit, and therefore there is no talk of a payback period.

It is impossible not to pay attention in the analyzed article to the method of calculating the annual consumption of recovered heat. Without specifying the operating mode of the heat exchanger, the authors accepted it as uncontrollable year-round by default. The approximate sinusoidal change in t n (t) is erroneously constructed not according to the average temperature values \u200b\u200b("norm"), but according to the maximum and minimum values, i.e. has a significantly overestimated amplitude. Accordingly, the amount of recovered heat is also overestimated. For St. Petersburg, for example, t n.min.cp \u003d -8.1 ° C, and the calculated winter temperature t nrh \u003d -26 ° C. Similarly, in the warm period of the year tn.max.cp \u003d 18.1 ° С, while the calculated summer temperature tnrt \u003d 24.6 ° С. Also, the average annual temperature tn average year \u003d 4.4 ° C is far from equal to the half-sum of the calculated ones in the cold and warm seasons (-0.6 ° C). The objection is caused by the failure to take into account the modes of operation and defrost, leading to an overestimation of the consumption of recovered heat, and the lack of consideration of the variable efficiency of the apparatus.
The efficiency of the heat exchanger design can be analyzed in terms of selection: optimum surface F, row i or attachment depth h. Let us designate the relative row or depth of the apparatus as h in fractions of that at which θ tu \u003d 1, and the amount of heat Q tu \u003d Q t max. With an approximately exponential dependence Q tu ≈ 1 - exp (-h), the efficiency θ tu \u003d 1 is achieved under the condition h \u003d 4 (with an accuracy of 1%). Let us assume that the annual consumption of recovered heat approximately exponentially depends on the value of h (Fig. 1a), while the cost of the heat exchanger and its aerodynamic resistance depend on h approximately linearly.
Then the sought-for payback period can be represented as (a function of the dimensionless parameter h, which has the following form:

where a 1, a 2, a 3, a 4 - some correction factors, taken constant.
As a result of calculating the derivative, equated to zero, we find that the optimum (minimum T fact) corresponds to the case when h \u003d 1, and the efficiency of the heat exchanger q tu.opt \u003d 0.63 (from the properties of the exponential function). The above dependences are illustrated by the graph in Fig. 3, which shows the approximate nature of changes in all components of the reduced costs and the payback period of additional costs for the disposal subsystem from the relative depth h, relative thickness d or relative surface F of the packing or plates of such an apparatus.
Comparing the results of approximate optimization according to formula (14) with data on the characteristics of domestic ART at L \u003d 5-38 thousand m 3 / h, δ \u003d 0.2 m, v fr \u003d 2.2 m / s, F / L \u003d 300 -425 m 2 / (m 3 / s), F / F fr \u003d 490-660 m 2 / m 2, the calculated efficiency θ tu \u003d 0.77 was obtained with a nozzle made of aluminum foil, with a nozzle made of technical cardboard - θ tu \u003d 0.65 (in the latter case, it is close to the optimal efficiency calculated under the above assumptions). In more detail, the dependences characterizing the economic effect for various heat recovery units with different productivity, work shifts and with different nozzles can be determined from the data.
The authors came to similar conclusions about the optimal efficiency of the heat exchanger. "Directory". In particular, they note: “... Bringing the efficiency of the utilizer to a value greater than 0.65 in one-shift operation and 0.75 in three-shift operation, in all cases leads to a decrease in the economic effect, since In this case, heat saving is achieved due to an excessive increase in the reduced costs for the device and operation of utilizers and the consumption of metal. The greatest influence on the economic effect is exerted by the duration of the system operation - with its three-shift operation, the effect increases sharply. The increase in the effect with an increase in air consumption is mainly due to the disproportionate increase in unit costs for equipment and the area occupied by it. "... In the same handbook it is indicated that, according to the FIR data in the climatic conditions of the Baltic states, the optimal efficiency should not exceed 0.50 for the plate-type waste heat exchanger CB of the fattening pigsties.
Continued in the next issue.

Heat recovery from exhaust flue gases
The flue gases leaving the working space of the furnaces have a very high temperature and therefore carry away with them significant amount heat. In open-hearth furnaces, for example, about 80% of the total heat supplied to the workspace is removed from the working space with flue gases, in heating furnaces about 60%. The flue gases carry away the more heat from the working space of the furnaces, the higher their temperature and the lower the heat utilization rate in the furnace. In this regard, it is advisable to ensure the utilization of the heat of the exhaust flue gases, which can be carried out in principle by two methods: with the return of part of the heat taken from the flue gases back to the furnace and without returning this heat to the furnace. To implement the first method, it is necessary to transfer the heat taken from the smoke to the gas and air (or only air) going into the furnace. To achieve this goal, heat exchangers of the recuperative and regenerative types are widely used, the use of which makes it possible to increase the efficiency of the furnace unit, increase the combustion temperature and save fuel. In the second method of utilization, the heat of the exhaust flue gases is used in heat-power boilers and turbine plants, which results in significant fuel savings.
In some cases, both described flue gas heat recovery methods are used simultaneously. This is done when the temperature of the flue gases after the heat exchangers of the regenerative or recuperative type remains high enough and further heat recovery in heat power plants is advisable. So, for example, in open-hearth furnaces, the temperature of flue gases after the regenerators is 750-800 ° C, therefore they are reused in waste heat boilers.
Let us consider in more detail the issue of utilizing the heat of waste flue gases with the return of part of their heat to the furnace.
First of all, it should be noted that the unit of heat taken from the smoke and introduced into the furnace by air or gas (unit of physical heat) turns out to be much more valuable than the unit of heat obtained in the furnace as a result of fuel combustion (unit of chemical heat), since the heat of the heated air (gas) does not entail heat losses with flue gases. The value of a unit of physical heat is the greater, the lower the fuel utilization factor and the higher the temperature of the flue gases.
For normal operation of the oven, the required amount of heat should be supplied to the working space every hour. This amount of heat includes not only the heat of the fuel, but also the heat of the heated air or gas, i.e.
It is clear that at \u003d const an increase will decrease. In other words, utilization of waste heat from flue gases allows achieving fuel savings, which depends on the degree of heat recovery from flue gases.
where is the enthalpy of heated air and flue gases leaving the working space, kW, or kJ / period, respectively.
The heat recovery rate can also be called efficiency. recuperator (regenerator),%
Knowing the value of the degree of heat recovery, it is possible to determine the fuel economy by the following expression:
![]()
where I "d, Id - respectively, the enthalpy of flue gases at the temperature of combustion and leaving the furnace.
Reducing fuel consumption as a result of the use of waste heat from flue gases usually gives a significant economic effect and is one of the ways to reduce the cost of heating metal in industrial furnaces.
In addition to saving fuel, the use of air (gas) heating is accompanied by an increase in the calorimetric combustion temperature, which can be the main purpose of recuperation when heating furnaces with fuel with a low calorific value.
An increase in at leads to an increase in the combustion temperature. If it is necessary to provide a certain value, then an increase in the temperature of heating the air (gas) leads to a decrease in the value, i.e. to a decrease in the proportion of gas with a high calorific value in the fuel mixture.
Since heat recovery can significantly save fuel, it is advisable to strive for the highest possible, economically justified degree of utilization. However, it should be noted right away that utilization cannot be complete, that is, always. This is due to the fact that increasing the heating surface is rational only up to certain limits, after which it already leads to a very small gain in heat savings.