High pressure steam boilers steam. High pressure steam boilers DKVr - design, principle of operation, choice, price. Steam generator: powerful steam engine
Fire-tube steam boilers, three-pass, horizontal.
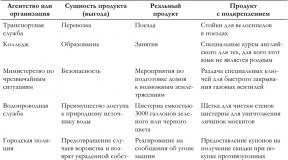
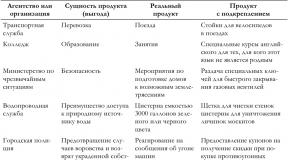
Technical characteristics of oil-fired steam boilers:
|
KP-0.3 L.Zh. |
KP-0.7 L.Zh. |
KP-0.9 L.Zh. |
|
|
(analogue of D-900) |
|||
|
, not less |
|||
|
Fuel type |
Liquid fuel |
||
|
Steam working pressure, MPa |
|||
|
Fuel consumption, no more, kg / hour |
|||
|
(liquid heating oil, diesel fuel) |
|||
|
(length height width) |
2140 / 2150 / 1700 |
2500 / 2150 / 1700 |
2950 / 2200 / 2000 |
| 0,34 | |||
Technical characteristics of natural gas steam boilers:
|
KP-0.3Gn |
KP-0.7Gn |
KP-0.9Gn |
|
|
(analogue D-721GF) |
(analogue of D-900) |
||
|
Fuel type |
Natural gas |
||
|
Steam working pressure, MPa |
|||
|
Steam temperature at the outlet, not less than С 0 |
|||
|
Fuel consumption, no more: |
|||
|
Natural gas, m 3 / hour |
|||
|
Overall dimensions, without burner, no more, mm |
|||
|
(length height width) |
2140 / 2150 / 1700 |
2500 / 2150 / 1700 |
2750 / 2150 / 1700 |
|
Boiler weight, kg (without mounting parts) |
|||
|
Burner capacity, not less, MW |
|||
Heat-pipe steam boilers, three-way, vertical.
 |
The boilers are designed to heat water with a temperature of up to 115 ° C, due to the built-in superheater with an overpressure of 0.07 MPa (0.7 kg / cm 2) in order to supply heat to technological processes in production.
The boilers are easy to maintain and do not require significant operating costs. |
Technical characteristics of steam boilers for liquid fuel and natural gas:
|
KP-300 L.Zh.V. |
KP-500 L.Zh.V. |
KP-300 G.V. |
KP-500 G.V. |
|
|
Steam capacity, kg / hour |
||||
|
Type of fuel |
liquid oven |
liquid oven |
natural gas |
natural gas |
|
Working pressure, MPa |
||||
|
Steam temperature, С О |
||||
|
Fuel consumption, kg / hour |
||||
|
Overall dimensions, mm |
without burner |
without burner |
without burner |
without burner |
|
(length height width) |
2400 / 2400 / 1900 |
2400 / 2600 / 1900 |
2400 / 2400 / 1900 |
2400 / 2600 / 1900 |
|
Availability ratio |
||||
|
Burner capacity, not less, MW |
||||
|
Weight, kg |
||||
Steam boilers KP (PAR) low pressure.
Technical characteristics of steam boilers KP (PAR) -0.07Zh for liquid fuel:
|
Boiler brand |
KP (PAR) |
KP (PAR) |
KP (PAR) |
KP (PAR) |
|
Steam productivity, t / hour |
||||
|
Fuel type |
Diesel fuel |
|||
|
Max. fuel consumption, kg / h |
||||
|
Time to reach operating mode min. |
||||
|
Steam outlet temperature |
||||
|
|
1750x1350x1450 |
1900x1450x1550 |
2500x1750x1850 |
2850x1750x1850 |
|
Boiler weight without water, kg |
||||
Technical characteristics of steam boilers KP (PAR) -0.07G for gas:
|
Boiler brand |
KP (PAR) |
KP (PAR) |
KP (PAR) |
KP (PAR) |
|
Steam capacity, t / hour |
||||
|
Fuel type |
Low pressure natural gas |
|||
|
Fuel consumption m 3 / hour (gas) |
||||
|
Const. power of electric motors, kW |
||||
|
Permissible excess steam pressure, MPa (kgf / cm 2) |
||||
|
Time to reach operating mode, min. |
||||
|
Steam outlet temperature |
||||
|
Dimensions (without burner) |
1750x1350x1450 |
1900x1450x1550 |
2500x1750x1850 |
2850x1750x1850 |
|
Boiler weight without water, kg |
||||
Legend for the example of KP (PAR) - 0.15 - 0.07 W:
0.15 - Maximum steam capacity, tons of steam per hour,
0.07 - Steam pressure, mPa,
F - Fuel type (F - liquid, G - gas, T - solid fuel, P - heating oil, 0 - waste oil).
Steam boilers KP (PAR) high pressure.
Technical characteristics of steam boilers KP (PAR) -1.6Zh for liquid fuel and natural gas:
|
KP (PAR) |
KP (PAR) |
KP (PAR) |
KP (PAR) |
KP (PAR) |
KP (PAR) |
|
|
Steam capacity, kg / h |
||||||
|
Type of fuel |
Low pressure natural gas 20-360 mBr. |
|||||
|
Furnace type |
Fire-tube, with reversible flame development |
|||||
|
Heating surface, m 2 |
||||||
|
Thermal power, kW |
||||||
|
Fuel consumption: |
||||||
|
liquid, max., kg / h |
||||||
|
Volume, m3: |
||||||
|
Water |
||||||
|
Working pressure, MPa |
||||||
|
Nominal steam temperature at the boiler outlet, ° С |
||||||
|
Overall dimensions (without burner), mm |
1950 |
2850 |
3150 |
3400 |
4050 |
5200 |
|
Boiler weight without water, kg |
||||||
Steam boilers KP, KSP.
Technical characteristics of boilers KP and KSP on liquid fuel:
|
KP-300Lzh |
KSP-300Lzh |
KSP-500Lzh |
KSP-850Lzh |
KSP-1000Lzh |
|
|
Steam capacity, kg / hour |
|||||
|
Working pressure of steam, MPa |
|||||
|
Steam temperature, С |
|||||
|
80, not less |
|||||
|
dimensions |
|||||
|
Length, mm |
|||||
|
Width, mm |
|||||
|
Height, mm |
|||||
|
Product weight, kg |
|||||
|
Fuel used |
Household furnace TU 38.101.656, diesel |
||||
|
Burner device |
|||||
|
Rated fuel consumption, l / h |
|||||
|
Furnace parameters |
|||||
|
length / height, mm |
|||||
|
Diameter, mm |
|||||
|
Volume, m3 |
|||||
|
Boiler water volume, m 3 |
|||||
|
Steam volume of the boiler, m 3 |
|||||
|
Combustion branch pipe |
|||||
|
diameter / length, mm |
|||||
|
Heating area, sq.m |
|||||
Technical characteristics of boilers KP and KSP on natural gas:
|
KP-300Gn |
KSP-300Gn |
KSP-500Gn |
KSP-850Gn |
KSP-1000 Gn; Gs |
|
|
Steam capacity, kg / hour |
|||||
|
Working pressure of steam, MPa |
|||||
|
Steam temperature, С |
|||||
|
80, not less |
|||||
|
dimensions |
|||||
|
Length, mm |
|||||
|
Width, mm |
|||||
|
Height, mm |
|||||
|
Product weight, kg |
|||||
|
Const. power of electrical equipment, kW |
|||||
|
Fuel used |
Natural gas GOST 5542-87 |
||||
|
Burner device |
|||||
|
Rated fuel consumption, kg / h |
21.5 cubic meters / h |
36.5 cubic meters / h |
85.84 cubic meters / h |
||
|
Furnace parameters |
|||||
|
length / height, mm |
|||||
|
Diameter, mm |
|||||
|
Volume, m3 |
|||||
|
Boiler water volume, m3 |
|||||
|
Steam volume of the boiler, cubic meters |
|||||
|
Combustion branch pipe |
|||||
|
diameter / length, mm |
|||||
|
Heating area, sq.m |
|||||
The device and principle of operation of boilers KP, KSP.
Fire-tube steam boilers KP of low and medium pressure.
Fire-tube steam boilers KP are intended for generating steam for the purpose of heat supply of technological processes, reinforced concrete plants, lines for the production of expanded polystyrene, steaming of tanks and fuels and lubricants, livestock farms and economic complexes: heat treatment of feed, pasteurization of milk, space heating and other purposes.
The boiler comes standard with:
boiler, burner, feed pump, level automation, level sensor unit, pressure gauge, pressure switch, direct-action water level indicator No. 6, safety valves (2 pcs.), shut-off control valves.
Technical characteristics of low and medium pressure steam boilers:
|
KP-75 |
KP-100 |
KP-150 |
KP-250 |
KP-300 |
KP-500 |
KP-600 |
KP-800 |
KP-1000 |
|
|
System power, kW |
|||||||||
|
Steam capacity, kg / hour |
|||||||||
|
Mains voltage, V / Hz |
|||||||||
|
Working pressure, kg / cm 2 |
|||||||||
|
Steam temperature, о С |
|||||||||
|
Fuel consumption, |
|||||||||
|
Diesel, l / h |
5.5 |
7.7 |
11 |
16.4 |
21.9 |
32.8 |
43.8 |
60 |
|
|
Efficiency (efficiency),% |
|||||||||
|
Steam outlet Ø, mm |
|||||||||
|
Water inlet Ø, mm |
|||||||||
|
Exhaust pipe Ø, mm |
|||||||||
|
Weight, kg |
|||||||||
|
Dimensions (WxDxH), mm |
1370x1730 |
1370x1730 |
1370x1730 |
1370x1730 |
1370x1730 |
1970х1930 |
1970x2000 |
1970х2010 |
3000x2200 |
It is possible to supply boilers with a steam capacity up to 2000 kg / h.
High pressure water tube steam boilers KP.
Steam water-tube boilers KPare intended for generating steam for the purpose of heat supply of technological processes, lines for the production of expanded polystyrene, steaming of tanks and fuels and lubricants, livestock farms and economic complexes: heat treatment of feed, pasteurization of milk, heating of premises, etc.
The boiler comes standard with:
boiler, burner, feed pump, feed tank for condensate collection, automatic feed, water level sensor in the tank, pressure gauges, pressure and dry running switches, direct-acting water level indicator, safety valves (2 pcs.), frame, shut-off control valves.
Technical characteristics of high pressure steam boilers:
|
KP-150 |
KP-250 |
KP-300 |
KP-500 |
KP-600 |
KP-800 |
KP-1000 |
KP-1600 |
|
|
System power, kW |
||||||||
|
Steam capacity, kg / hour |
||||||||
|
Mains voltage, V / Hz |
||||||||
|
Working pressure, kg / cm2 |
||||||||
|
Steam temperature, о С |
||||||||
|
Fuel consumption, |
||||||||
|
Diesel, l / h |
||||||||
|
Gas, m 3 / h |
||||||||
|
Efficiency (efficiency),% |
||||||||
|
Steam outlet Ø, mm |
||||||||
|
Water inlet Ø, mm |
||||||||
|
Exhaust pipe Ø, mm |
||||||||
|
Weight, kg |
||||||||
|
Dimensions (WxDxH), mm |
2300x1500 |
2300x1500 |
2300x1500 |
2300x1500 |
2300x1500 |
2300x1500 |
2300x1500 |
2300x1500 |
Delivery of boilers with steam capacity up to 2500 kg / h is possible.
Attention! All information is provided on the site for informational purposes only. The manufacturer reserves the right to change the design, connecting dimensions, specifications, appearance goods without prior notice.
Before purchasing a product, be sure to specify the parameters you are interested in.
Mobile steam boilers (portable) KP-m.
Portable boilers PKm are designed to generate steam with temperatures up to + 180 ° C. They are used for the production of reinforced concrete products, heating of trenches, equipment, machinery at low temperatures and field conditions, in emergency situations, as well as in cases where an autonomous source of heat and steam is required that does not require a source of electricity. Fuel type - gasoline, kerosene, diesel. fuel.
The steam generator set includes:
boiler, burner, feed pump, level automation, level sensor unit, direct action water level indicator No. 5, safety valves, shut-off control valves.
Execution in insulated thermobox is possible.
Technical characteristics of PK-m mobile steam boilers:
|
KP-25m |
KP-35m |
KP-50m |
KP-70m |
KP-100m |
KP-150m |
KP-250m |
KP-300m |
KP-500m |
KP-1000m |
|
|
System power, kW |
||||||||||
|
Steam output, kg / hour |
||||||||||
|
Working pressure, kg / cm 2 |
||||||||||
|
Steam temperature, ºС |
||||||||||
|
Fuel consumption, l / h |
||||||||||
|
Efficiency (efficiency),% |
||||||||||
|
Outlet hole, mm |
||||||||||
|
Weight, kg |
||||||||||
|
Dimensions (WxDxH), mm |
||||||||||
Steam boilers D-900, D-721GF.
 |
Boilers D-721GF and D-900 are designed to produce steam with a temperature not higher than 115 ° C with an overpressure of up to 0.07 MPa (0.7 kgf / cm2) in order to supply technological processes different types production, hot water supply, heating and other purposes.
|
Technical characteristics of boilers D-721GF, D-900:
|
D-721-GF |
||
|
Stationary, horizontal, |
Stationary, horizontal, |
|
|
Mode of operation for the main technological process |
Auto |
Auto |
|
Steam capacity for normal steam, kg / h. |
||
|
Thermal power, kW, not less |
||
|
Efficiency,%, not less |
||
|
Steam parameters: |
0,07 (0,7) |
0,07 (0,7) |
|
Type of fuel |
Natural gas |
Furnace fuel |
|
Fuel consumption, kg / h |
no more than 64 |
no more than 63.5 |
|
Electric 3 phase. |
Electric 3 phase. |
|
|
Installed power of the electric drive: |
2,2 |
2,2 |
|
Service life before write-off, years at least |
||
|
Warranty period of operation, years, not less |
||
|
Weight (without mounting parts), kg, no more |
||
|
Specific material consumption, kg / kg of steam, no more |
||
|
Overall dimensions, mm, no more |
3300 |
3180 |
|
Number of explosion valves, pcs. |
||
|
Number of inspection hatches, pcs. |
||
|
Safety valve: Brand |
self-rubbing, |
self-lapping, leverless, cargo |
|
Level sensor type |
Electrode (3 electrodes) |
Electrode (3 electrodes) |
|
Air and gas pressure control sensors |
Pressure gauges NPM-52 |
|
|
Time to reach operating mode, h, not less |
||
|
Heated area, m 2 |
Steam boilers for fuel oil and gas E-1.0-09GM, E-1.6-0.9GMN, E-2.5-0.9GM.
 |
A significant difference of these boilers is that they are equipped with modern auxiliary equipment:
The use of reliable auxiliary equipment allows to guarantee economical operation of boilers at all load modes, as well as reliability and safety during operation. |
Technical parameters of "E" series steam boilers:
|
E-1.0-0.9G |
E-1.0-0.9M |
E-1.6-0.9GMN(Uh) |
E-2.5-0.9GM |
||
|
Nom. steam capacity, t / h, not less |
|||||
|
Working steam pressure at the outlet, MPa (kgf / cm 2), no more |
|||||
|
Estimated fuel |
Fuel oil |
Fuel oil |
Gas, fuel oil |
||
|
Estimated fuel consumption, no more |
|||||
|
Efficiency,% not less |
|||||
|
Positional control |
|||||
|
Smooth regulation |
|||||
|
Feed water temperature (calculated), ° С |
|||||
|
Installed electric power, kW |
|||||
|
Boiler weight, kg no more |
|||||
|
Boiler dimensions, m, no more |
|||||
Steam boiler E-1.6-0.9GMN belongs to the type of vertical-water-tube double-drum gas-tight boilers. Designed to generate saturated steam with a pressure of 0.8 MPa, used for production and heating needs of industry and agriculture. Delivered fully assembled, with mounted auxiliary equipment, automatic control and safety system.
The boiler is made of gas-tight with lightweight thermal insulation, outside covered with a sheet steel casing.
The automatic control system provides the following functions:
- start-up according to a given program and all protections in accordance with the requirements of SNiP;
- protection when the steam pressure increases, the fuel pressure increases and decreases, the water level in the drum increases and decreases, the vacuum in the furnace decreases and increases, the flame goes out.
The design of the pipe system of steam boilers withstands short-term pressure in the furnace up to 3000 Pa and vacuum in the furnace up to 400 Pa.
In terms of stability and the effect of ambient temperature and humidity, steam boilers are manufactured in a climatic version of UHL, placement category 4 in accordance with GOST 15150. The design of the boilers ensures seismic resistance of 6 points on the M5K-64 scale.
Installation of boilers KP and KSP.
The body is the main metal structure of the KSP boiler and consists of two main units: a drum and a cover.
- The drum is a welded structure, the main part of which is a fire tube, installed vertically and bounded from above by an elliptical vault, from below by a bottom, to which the drum frame is attached.
- The spherical cover is connected to the drum through a gasket by means of flanges. Welded on the cover: a branch pipe for connecting the impulse line of an electrical contact pressure gauge, brackets for fastening the casing, brackets for lifting the cover, branch pipes for fastening safety valves.
In addition, the boiler includes:
- Fire chamber - for supplying fuel to the boiler furnace and removing slag. (In boilers fired with liquid and gaseous fuels, a removable heat-insulated adapter with a fastener for the burner is installed instead of the fire hatch. The damper drive is manually controlled.)
- Water treatment unit - for feeding the boiler with water with simultaneous magnetic treatment in order to reduce the formation of scale.
- Water heater - for preheating the water entering the boiler.
- Exhaust fan - to create the necessary draft in the boiler furnace.
- Level sensor - to give a command to turn on and off the boiler water make-up during operation.
Instrumentation and safety devices:
- Electrocontact manometer EKM-IVx1.6 - for switching off the smoke exhauster when the steam reaches its maximum pressure.
- Pressure gauge - pressure control.
- Technical thermometer - to control the temperature of the steam leaving the superheater.
- Test and drain valves - for duplicating control of the upper and lower water levels in the boiler.
- Water level indicator - for visual control of the water level during boiler operation.
- Safety valves - to relieve pressure in the boiler when the permissible value is exceeded.
- Explosion valve - for boiler Lzh, Gn; to prevent deformation of the body at the moment of explosion of the fuel mixture: GN - low pressure natural gas, Lzh - light liquid fuel.
- Four sections of the chimney and a spark arrestor.
- Thermal insulation and cladding - to reduce heat loss.
- Steam valve DN \u003d 50 - for steam pressure regulation and consumer extraction.
- Purge valves - for removing sludge, dirt and water drain when installing the boiler for storage.
- The control box, together with electrical equipment, is used to control the operation of the boiler and protect it in case of emergency.
The principle of operation of KP and KSP
The technological process of vaporization in a solid fuel boiler is as follows:
- Water through the water treatment unit and water heater is supplied to the boiler, where, passing through the heat exchange surfaces of the furnace and smoke tubes, it heats up and evaporates.
- Fuel is loaded into the boiler furnace on the grate and ignited by a torch.
- The smoke exhauster creates a vacuum in the furnace, due to which the air necessary for combustion enters the furnace from the grate zone (ash pan).
- Flue gases, passing through the gas path of the boiler, heat up its heat exchange surfaces.
- Steam from the steam volume of the boiler enters the superheater, heats up to a temperature of 110 ... 120 ° C and through the steam valve enters the consumer.
- Ash and slag through the openings of the grate fall into the ash pan, from where they are removed as it accumulates.
- The sludge formed during the evaporation of water is removed by periodically blowing the boiler through the blowdown valves located in the lower part of the boiler on both sides of the ash pan.
- The technological process of vaporization, with automatic regulation of the water supply, is carried out by the electrical equipment of the boiler.
- The technological process of vaporization in boilers Lzh, Hn occurs in a similar way, with the exception of clause 3; 6. The combustion air is supplied together with the fuel.
The device for the production of high temperature steam is a steam boiler. At the same time, the pressure of the water inside the boiler in a gaseous state significantly exceeds the atmospheric pressure. Heating of water occurs as a result of the release of thermal energy due to the combustion of any fuel. Despite the fact that currently steam boilers have different designs and can be used both for industrial and domestic purposes, they have the same operating principle.
Steam boiler working principle
All steam boilers work according to the same principle of their device:
- the upper part of the boiler contains a drum-type reservoir, into which water is forcibly supplied due to the use of an electric pump;
- from this reservoir, water flows through special drain pipes into a collector located at the bottom of the device;
- from the collector to the upper tank there are more pipes that pass in the fuel combustion zone (boiler furnace).
Thus, this device for generating steam can be compared to a system of communicating vessels in which a heated mixture of water and steam has a lower density than cold water. As a result of this difference, the water constantly pushes the steam-water mixture to the top of the device, where the steam is separated from the water by means of a separator.
After that, water again enters the tank, and steam - into the steam line, which is also located in the fuel combustion zone. As a result, the water in the gaseous state heats up even more, which leads to a significant increase in the vapor pressure. Now the steam characteristics have reached the required parameters. Further, it can be used either for heating premises, or for rotating turbines of various units, including for generating electrical energy.

Steam boiler types
All steam boilers can be classified according to several parameters. For example, by the type of fuel used for their operation, boilers are distinguished:
- liquid fuel;
- gas;
- coal;
- electrical;
- gas-oil.
And depending on what these devices have a purpose, they are divided into:
- energy (such boilers generate steam to ensure the operation of turbines power plantsgenerating electrical energy);
- industrial (provide the functionality of various systems at industrial enterprises);
- recycling (working on secondary resources, for example, burning garbage in special plants);
- household (designed to work in an individual heating system).
By their design features, the most common types of steam boilers are:
- Gas-tube.
- Water tube.
- Direct-flow.
- Pig-iron sectioned.
- Block-transported.
Let's consider them in more detail.
Gas-tube boilers
Although boilers of this type are still in operation at various enterprises, they have long been considered morally obsolete, since they are designed for operating conditions limited to an operating pressure of 1 MPa and a power of no more than 360 kW. And this is no longer enough to ensure the normal operation of modern enterprises.
If we try to increase the power of such a boiler, then it is necessary at the design stage to lay such a wall thickness that will be incredibly large, which is economically unprofitable.
If this is not done, then with an increase in the power of the gas-tube boiler, it can explode, and a huge amount of hot steam released as a result of breaking the tightness of the walls will lead to catastrophic consequences for people.
Water tube boilers
This design of steam boilers is more modern, which means more powerful and safer. However, these steam boilers are more complex than their gas-tube counterparts. But this disadvantage is covered by a number of advantages of this design:
- boilers of this type have a short warm-up time to operating temperature;
- they are absolutely explosion-proof even in a situation with boiler overload;
- such devices can be easily reconfigured to work with different loads;
- they can be easily transported to the installation site.

Since the complex structure of water-tube boilers provides for a special system of furnace partitions and tube bundles, the thermal energy released during fuel combustion flows around the same pipes with water many times, which increases heat transfer, and therefore, the boiler efficiency.
Water tube boilers, in turn, are subdivided into:
- Horizontal (in this case, the drum-type tank has either a longitudinal or transverse arrangement).
- Vertical (while the boiler device can contain not only 1, but also several steam drums).
- Radiation, having in their composition, both horizontally and vertically located steam drums, or their combination. Sometimes, for more efficient operation of such steam boilers, forced circulation can also be used.
In addition, to improve the efficiency of a water-tube boiler, special furnace screens are very often used, which make it possible to significantly increase the release of thermal energy in the fuel combustion zone (thus, the efficiency of a steam boiler increases greatly) while simultaneously reducing the requirements for the thermal insulation characteristics of the walls.
The device of the combustion wall is a series of pipes closely spaced to each other through which water flows. After heating, the steam from these pipes is fed into the general steam system of the boiler.
Direct-flow boilers
A steam boiler of this type is capable of operating both in a mode not exceeding the maximum permissible load, and in a mode when the steam pressure in the boiler significantly exceeds its maximum permissible value... In boilers of this type, forced pumping of water through pipes is used, which, as a result of one passage through the furnace, turns into steam with excess pressure necessary for the operation of turbines of power plants that generate electrical energy. Thus, once-through boilers operating on liquid, solid or gaseous fuels extracted from the Earth's interior are mainly used at very large power plants.

The main advantages of this type of boilers are:
- a very wide range of operating conditions (from underload to overload);
- operational safety;
- short time from starting the boiler until it reaches operating conditions;
- ease of reconfiguring the boiler from one operating mode to another.
Cast iron sectionalized boilers
These boilers are currently widely used for work in heating systems. The device got its name from the similarity with a heating radiator, since it is also assembled from separate sections made of cast iron. Thus, this design allows not only to quickly assemble the boiler at the place of its installation, but also, if necessary, to dismantle it in a short time.
The block system of a sectional boiler allows increasing its power to the required value by connecting new cast iron sections... The disadvantage of this design is that if it is necessary to replace one of the internal sections that has failed, for example, due to the formation of a crack in it, the entire boiler structure will have to be completely disassembled.
The advantages of such boilers:
- short heating time of the boiler from start-up to the operating temperature of the steam;
- high efficiency;
- the possibility of increasing the boiler capacity.
However, sectioned boilers also have disadvantages:
- The complexity of the repair.
- The sections do not guarantee safe operation of the device at high pressures (maximum operating conditions: pressure - no more than 100 kPa, power - no more than 200 kW, productivity - no more than 4.3 tons of steam per hour). Under such conditions, it will be necessary to burn about 300 kg of high-quality coal in 1 hour in the furnace.
Block-transported boilers
For the first time, such steam boilers were used during the Second World War, when the troops were in dire need of devices that were not only small in size, but also did not require complex maintenance.

Currently, boilers of this type look like mobile units of small dimensions, which include not only a working unit, but also control and measuring equipment necessary to start and maintain operating conditions in the boiler.
These devices can be very quickly put into operation as soon as all the necessary communication connections are completed (water, electricity or fuel supply, chimney). The power of modern modules reaches several thousand kilowatts, and the maximum operating steam pressure is 9 MPa.
Despite the fact that the designs of boilers differ from each other in water heating systems, all of them (except for electric ones) use a special fuel combustion chamber - a firebox.
Steam boiler furnace
A steam boiler cannot function without thermal energy, which is released when fuel is burned in the furnace.
Structurally, this assembly unit consists of:
- Cages formed by vertical pipes, the ends of which are attached to collector-type drums with a small diameter. These drums are part of the entire circulation system of the steam boiler.
- Heat-insulating refractory sheathing attached to the outside of the cage.
- Specially shaped bricks that cover the back surfaces of the cage pipes. This design of the furnace does not retain ash and slag.
However, in recent times more and more consumers using steam boilers in individual heating systems prefer electric boilers.
Electric boilers
A steam boiler of this type is characterized by:
- ease of use;
- economy;
- environmental friendliness;
- silent work.
In addition, such a boiler arrangement is much simpler than that of devices using solid or liquid fuels. Electric boilers do not need to be constantly cleaned of ash or slag, and the fuel itself does not require special additional preparation. This way, you save money that would have been spent on getting the fuel to your home and that would have been spent on equipping a fuel storage facility.
By design electric boilers are subdivided into:
- Direct acting devices. They use water as a conductor electric currentwhich heats up according to the Joule-Lenz law.
- Indirect devices. They use heating elements, for example, as heating elements.
However, if we talk about the price of steam boilers of any type, then it is quite high. It is this fact that causes the desire of some consumers (especially in rural areas) to create such a device with their own hands. Let's see if this is possible in principle?
Making a steam boiler with your own hands
A steam boiler is a high-risk device in the house. After all, there is excess steam pressure in it, which can lead to an explosion of the boiler, as well as high temperature and open fire, which can lead to a fire.
That is why for handicraft boiler making at home you will need:
- accurate calculations;
- high-tech heat-resistant materials;
- various tools and equipment.
Do not forget about the various control systems that the boiler must be equipped with in order to ensure its safe operation.
Suppose, purely in theory, that you have everything you need to make your own steam boiler. Then the order of work will be as follows:
- Decide on the dimensions of the future boiler and its functional load.
- Find ready-made drawings of such a device that fully matches your original data.
- Carefully study all the documentation and understand the nuances of creating a boiler.
- Purchase the necessary consumables: steel sheet 1 mm thick; stainless steel pipes with diameters ranging from 100 mm to 120 mm; stainless steel tubes with a diameter of 10 mm to 30 mm.
- Of steel pipe with a diameter of 100 mm, it is necessary to cut twelve pieces of pipe pieces that will be used as smoke tubes. A flame tube must be made from a 120 mm pipe. The length of all pipes directly depends on the dimensions of the boiler. The steel sheet is useful for the manufacture of walls and bulkheads.
- Flue and fire tubes are inserted into special holes of the corresponding diameter, which are made on the walls of the boiler.
- After that, the ends of the fire tubes must be expanded and welded to the base of the boiler using argon welding.
- By welding, fix on the boiler body a collector for steam intake and a safety valve for automatic release of excess pressure in the boiler. Your boiler can operate with a maximum pressure of 4 to 6 kg / cm2!
- Insulate the finished boiler to increase its efficiency using sheet-type asbestos.
- Secure the finished steam production unit with a variety of clamps.
- The base of the steam boiler can be a small piece of steel pipe with a diameter of 120 mm. However, the wall thickness of such a pipe must be at least 2.5 mm.
Based on this, I do not think that you will succeed. Therefore, do not waste your time and money, but just visit a specialized store and purchase a ready-made heaterthat suits you in terms of price, type of fuel used and functional purpose.
In the final part, I would like to pay a little attention to the features of the operation of boilers.

Features of operation
The operation of steam boilers requires careful water treatment, regular cleaning of the furnace and control over the operation of the device.
- Preparation of water used in the operation of boilers. Each water contains more or less mineral salts, which, as a result of heating, form scale on the surfaces of the boiler. As a result, not only does the heat transfer of the burning fuel to water deteriorate (the efficiency of the boiler sharply decreases), but also depressurization of pipes can occur as a result of their burnout. Therefore, before supplying water to the boiler, it is purified from salts by adding special reagents, for example, sodium zeolite. Oxygen dissolved in the water also needs to be removed as it promotes pipe corrosion.
- Ash on the outer walls of the furnace should be removed periodically (as it accumulates).
- At present, automatic systems based on semiconductor electronic circuits are involved in the control of the operation of steam boilers. At home, the boiler operation (starting, shutting down and adjusting the fuel consumption) is carried out manually.
Thus, steam boilers are capable of providing heat, hot water and electricity (we are talking about CHP) entire quarters of residential buildings, and they can also work in individual households. In the latter case, you can independently, since you do not depend on the centralized heating system and hot water supply, set the operating time of the boiler and the temperature regime.
This will allow you to significantly reduce your heating and hot water costs. Moreover, these devices are easy to operate and require minimal human intervention. And also boilers are very safe devices, as they are equipped with special systems that prevent emergencies!
A steam boiler is a device for converting water into steam, used both in everyday life and in industry. Steam is used to heat rooms, apparatus and pipelines, as well as to rotate turbomachines. Let's take a closer look at what steam boilers are. The principle of operation, device, classification, scope and much more - all this will be discussed below.
Definition
As you already understood, a steam boiler is a unit that produces steam. Moreover, boilers of this type can produce two types of steam: saturated and superheated. In the first case, its temperature is about 100 degrees, and the pressure is about 100 kPa. The temperature of the superheated steam rises to 500 degrees, and the pressure rises to 26 MPa. Saturated steam is used for domestic purposes, mainly for heating private houses. Superheated steam has found applications in industry and power engineering. It transfers heat well, therefore its use greatly increases the efficiency of the installation.
Scope of application
There are three main areas of application for steam boilers:
- Heating systems. Steam acts as an energy carrier.
- Energy. Industrial steam engines, or, as they are also called, steam generators, are used to generate electrical energy.
- Industry. In industry, steam is used not only to heat the "jackets" of apparatus and pipelines, but also to convert thermal energy into mechanical energy and move vehicles.
Domestic steam boilers are used to heat residential premises. In simple words, their task is to heat water and move steam through the pipeline. Such a system is often equipped with a stationary oven or boiler. Typically, household appliances generate saturated, not superheated steam, which is quite enough to solve the tasks assigned to them.
In industry, steam is overheated - it continues to heat after evaporation in order to further increase the temperature. Such installations have special quality requirements, since when the steam overheats, the container risks exploding. Superheated steam obtained from the boiler can be used to generate electricity or mechanical movement.

Electric current with steam is generated as follows. Evaporating, the steam enters the turbine, where it rotates the shaft due to the dense flow. Thus, thermal energy is converted into mechanical energy, and that, in turn, is converted into electrical energy. This is how power plant turbines work.
The rotation of the shaft, which occurs when large quantities of superheated steam are evaporated, can be transmitted directly to the motor and wheels. This is how the steam transport is set in motion. As popular examples of work steam engine you can bring a steam generator of a steam locomotive or a ship's steam boiler. The principle of operation of the latter is quite simple: when coal is burned, heat is generated, which heats water and forms steam. Well, steam, in turn, turns the wheels, or in the case of a ship, the screws.
Let's consider in more detail how such boilers work. The source of heat required for heating water can be any type of energy: electric, solar, geothermal, heat from gas combustion or solid fuel... The steam generated during the heating of water is a heat carrier, that is, it transfers heat energy from the place of heating to the place of use.
Despite the variety of designs, the basic structure and principle of operation of steam boilers do not differ. The general scheme for heating water with its subsequent transformation into steam looks like this:
- Purification of water on filters and its supply to the tank for heating using a pump. The reservoir is usually located at the top of the unit.
- From the reservoir, through pipes, water enters the collector located, respectively, below.
- The water rises again, only now not through the pipes, but through the heating zone.
- Steam is generated in the heating zone. Under the influence of the pressure difference between liquid and gaseous substances, it will rise up.
- At the top, the heated steam is passed through a separator, where it is finally separated from the water. The remaining liquid is returned to the reservoir, and the steam flows into the steam line.
- If this is not an ordinary boiler, but a steam generator, then its pipelines are additionally heated. The methods of heating them will be discussed below.

Device
Steam boilers are containers in which water heats up and produces steam. They are usually made in the form of pipes, of various sizes. In addition to the water pipe, the boiler always has a fuel combustion chamber (firebox). Its design can vary depending on the type of fuel used. If it is firewood, or hard coal, then a grate is installed in the lower part of the furnace, on which fuel is placed. From the bottom of the grate, air enters the combustion chamber. And at the top of the furnace, a chimney is installed, which is necessary for effective traction - air circulation and fuel combustion.
The principle of operation of solid fuel steam boilers is somewhat different from devices in which a liquid or gaseous material is used as a heat carrier. In the second case, the combustion chamber assumes a burner that works like the burners of a household gas oven. A grate and a chimney are also used for air circulation, because regardless of the type of fuel, air is the most important condition for combustion.
Obtained from the combustion of fuel, it rises to the container with water. It gives off its heat to the water and goes out through the chimney into the atmosphere. When water heats up to boiling point, it starts to evaporate. It is worth noting that water evaporates earlier, but not in such quantities and not with such a steam temperature. The evaporated steam enters the pipes on its own. Thus, steam circulation and a change in the aggregate states of water occur naturally. The principle of operation of a steam boiler with natural circulation assumes minimal human intervention. All the operator needs to do is to ensure stable heating of the water and control the process with the help of special devices.
In the case of water heating, it is easier. It is heated by heating elements such as heating elements or acts as a conductor and heats up according to the Joule-Lenz law.

Classification
Steam boilers, the principle of operation of which we are considering today, can be classified according to several parameters.
By type of fuel:
- Coal.
- Gas.
- Fuel oil.
- Electrical.
By appointment:
- Household.
- Energy.
- Industrial.
- Recycling.
By design:
- Gas-tube.
- Water tube.
What is the difference between gas and water tube steam boilers
The principle of operation of boilers is based on heating a container with water. The container in which water turns into a vaporous state, as a rule, is a pipe or several pipes. Devices in which the fuel heats the pipes, rising upward, are called gas-tube boilers.
But there is another option - when it moves through a pipe located inside a container with water. In this case, the water tanks are called drums, and the boiler itself is called a water tube. In everyday life, it is also called a fire tube boiler. Depending on the location of the water drums, boilers of this type are divided into: horizontal, vertical and radial. There are also models in which different directions of pipes are implemented.
The device and principle of operation of a fire-tube steam boiler is somewhat different from a gas-tube boiler. Firstly, it concerns the size of the pipes with water and steam. Water-tube boilers have smaller pipes than gas-tube boilers. Second, there are power differences. The gas-tube boiler gives a pressure of no more than 1 MPa and has a heat-generating capacity of up to 360 kW. Large pipes are the reason for this. In order to generate enough steam and pressure in the pipes, their walls must be thick. As a result, the price of such boilers is overpriced. more powerful. Thanks to the thinner pipe walls, the steam heats up better. And thirdly, water tube boilers are safer. They generate heat and are not afraid of significant overload.

Additional boiler elements
The principle of operation of a steam boiler is quite simple; nevertheless, its design consists of a fairly large number of elements. In addition to the combustion chamber and pipes for circulation of water / steam, boilers are equipped with devices to increase their efficiency (increase in steam temperature, pressure and quantity). Such devices include:
- Superheater. Serves to raise the steam temperature above 100 degrees. Superheating the steam increases the efficiency of the apparatus and its efficiency. Superheated steam can reach temperatures of 500 degrees Celsius. Such high temperatures take place in the steam installations of nuclear power plants. The essence of overheating is that after evaporation, the steam flowing through the pipe is reheated. For this, the device can be equipped with an additional combustion chamber or a simple pipeline, which passes through the main firebox several times before releasing the steam to its intended use. Superheaters are radiant and convection. The first ones work 2-3 times more efficiently.
- Separator. Serves to "drain" steam - to separate it from water. This allows you to increase the efficiency of the installation.
- Steam accumulator. This device is designed to maintain a constant level of steam output from the installation. When there is not enough steam, it adds it to the system and, conversely, takes it out in case of an excess.
- Preparatory device for water. In order for the apparatus to work longer, the water entering it must meet specific requirements. This device reduces the amount of oxygen and minerals in the water. These simple measures prevent pipe corrosion and the formation of scale on their walls. Rust and scale not only reduce the efficiency of the device, but also quickly render it unusable, especially in the case of active use.
Control devices
In addition, the boiler is equipped with auxiliary devices for monitoring and control. For example, a water level alarm monitors the maintenance of a constant liquid level in the drum. The principle of operation of the signaling device of the limit levels of a steam boiler is based on the change in the mass of special loads during their transition from the liquid phase to the vapor phase, and vice versa. In case of deviation from the norm, it gives a sound signal to alert the employees of the enterprise.
For positional control of the water level, a level gauge column of a steam boiler is also used. The principle of operation of the device is based on the electrical conductivity of water. The column is a tube equipped with four electrodes that monitor the water level. If the water column reaches the lower mark, the feed pump is connected, and if the upper one, the water supply to the boiler stops.

Another simple device for measuring the water level in a steam boiler is a water measuring glass built into the body of the apparatus. The principle of operation of the water-measuring glass of a steam boiler is simple - it is intended for visual control of the water level.
In addition to the liquid level, temperature and pressure are measured in the system using thermometers and manometers, respectively. All this is necessary for the normal functioning of the boiler and to prevent the possibility of emergencies.
Steam generators
We have already examined the principle of operation of a steam boiler, now we will briefly get acquainted with the features of steam generators - the most powerful boilers equipped with additional devices. As you already understood, the main difference between a steam generator and a boiler is that its design includes one or more intermediate superheaters, which allows you to reach the highest steam temperatures. At nuclear power plants, thanks to very hot steam, they convert the energy of the decay of an atom into electrical energy.
There are two main ways to heat water and convert it to a gaseous state in a reactor:
- Water washes over the reactor vessel. This cools the reactor and heats up the water. Thus, steam is generated in a separate circuit. In this case, the steam generator acts as a heat exchanger.
- Water pipes run inside the reactor. In this embodiment, the reactor is a combustion chamber from which steam is supplied directly to an electric generator. This design is called a boiling point reactor. Everything works here without a steam generator.
Conclusion

Today we met with such a useful device as a steam boiler. The device and the principle of operation of this device are quite simple and based on commonplace physical properties water. Nevertheless, steam boilers make life much easier for a person. They warm buildings and help generate electricity.
This is a type of unit for the transfer of thermal energy, the steam pressure in which exceeds the level of 22 atmospheres. The creation and use of such devices is associated with the operation of power units of significant power at factories with increased requirements, as well as with the need to optimize fuel consumption.
The high pressure level allows you to obtain a larger useful volume of steam than in standard models of industrial boilers.
The increase in the specific power of steam became possible in the 20s of the twentieth century. New technologies, the development of mechanical engineering and metallurgy have made it possible to realize the full potential of steam systems in the field of increasing power, productivity and rationalizing fuel consumption.
Applications:
- metallurgical plants;
- mining enterprises;
- production of various reinforced concrete products and other building materials;
- factories engaged in the processing of petroleum products (heating of petroleum products, provision of pipeline transportation, etc.);
- woodworking (wood drying);
- production of compound feed and feed additives.
Benefits of using high pressure steam
The use of steam under significant pressure is associated with several features:
- the higher the liquid temperature, the higher the vapor pressure;
- the vapor pressure level is inversely proportional to the evaporation temperature;
- the direct dependence of the pressure of saturated dry steam and its temperature works up to 40 atmospheres, after which the temperature begins to decrease;
- the temperature of the superheated steam rises constantly with increasing pressure.
All this together means that at pressures up to 40 atmospheres and when using saturated dry steam, it is possible to reduce fuel consumption (per unit of steam). When working with superheated steam, the continuous increase in pressure allows for a continuous reduction in fuel consumption, but the level of savings is negligible.
Highest productivity of couples high pressure shows the operation of steam turbines and machines in various factories.
Intermediate (secondary) superheating of high pressure steam
In terms of the set of parameters, it is the spent (superheated) steam that is the best choice for heating and heating tasks. At a pressure of 80 atmospheres, the efficiency of the heat produced can reach 70%. That is why waste steam is most widely used in units high blood pressure.
Secondary overheating makes it possible to level the significant moisture content of the steam, which manifests itself in the last stages of the mining process. Thus, it is possible to achieve almost complete utilization of all consumed heat.
Average fuel economy when reheating is activated is 1-3%. By further adjusting the regenerative processes responsible for heating the make-up water with steam, an 8% savings can be achieved.
Designs and diagrams of industrial high pressure steam boilers
Steam boilers using high pressure steam are presented in two main categories:
- Relatively old models of industrial boilers (sectional, vertical-water-tube), redesigned taking into account the operational requirements for systems with significant pressure; as a rule, they are used in the absence of a more modern alternative, they are not very effective.
- High pressure boiler variants originally designed to function in these conditions.
The most common systems in the second category are:
- Atmos - several pipes (rotors) located horizontally in the furnace space and rotating at a speed of about 300 rpm; The steam output depends on the speed of the rotors. The upper limit of the steam capacity of Atmos systems is 300-350 kg / m 2. The main advantages are a simple water circulation scheme, no expensive parts (drums); disadvantages - high complexity of the rotor rotation device, the need for constant maintenance of the installation.
- Leflera - such a boiler allows you to get steam under pressure due to the inlet of superheated steam into the evaporator (drum) simultaneously with boiling water. The main advantages are a significant volume of liquid in the evaporators, there is no need for water softening, and there are no boiling pipes. Disadvantages are the complexity of the pump responsible for steam extraction, the risk of pipe burnout when the pump suddenly stops, and the inefficiency of the entire installation at a pressure of less than 100 atmospheres.
- Benson - the unit uses an original scheme in which water turns into steam without additional heat input. The advantages of such a high pressure steam boiler are a small water volume, high safety and relatively low cost of construction.
- Schmidt-Hartmann - a boiler using a drum with an integrated coil system. Advantages - safety, good heat transfer coefficient, hot gases do not directly affect the drum. Disadvantages - relatively high price, some design features (the need to provide a higher pressure level for the coils than for the working steam).
The common features of any structures designed for high-pressure steam are the increased strength of assemblies, especially gate valves and valves, as well as the use of alloy steel, open-hearth casting, electric steel as the main structural materials.
To prevent accidents of steam boilers due to overpressure, the Boiler Rules provide for the installation of safety valves.
: The purpose of the safety valves is to prevent pressure build-up in steam boilers and pipelines above specified limits.
Exceeding the working pressure in the boiler can lead to rupture of the boiler wall and economizer tubes and the walls of the drum.
The reasons for the increased pressure in the boiler are a sudden decrease or cessation of steam consumption (disconnection of consumers) and excessive forcing of the furnace,
|
Table 2.3. Malfunctions of water indicating devices, their causes and remedies
|
|
Continuation of table. 2.3
|
Especially when working with heavy fuel oil or gaseous fuels.
Therefore, so that the pressure in the boiler cannot rise above the permissible value, the operation of boilers with faulty or unregulated valves is strictly prohibited.
Measures to prevent an increase in pressure in a steam boiler are: regular checking of the safety valves and pressure gauges, an alarm device from steam consumers to receive information about the upcoming steam consumption, personnel training and good knowledge and implementation of production instructions and emergency circulars. -
To check the operability of the safety valves of the boiler, superheater and economizer, they are purged by forcibly opening them manually:
When the operating pressure in the boiler is up to 2.4 MPa inclusive, each valve is at least 1 time per day;
At an operating pressure of 2.4 to 3.9 MPa, inclusive, one valve of each boiler, superheater and economizer alternately at least once a day, as well as at each boiler start-up, and at a pressure above 3.9 MPa within the time frame, established by the instruction.
In the practice of operating boilers, there are still accidents associated with excess pressure in the boiler above the permissible level. The main cause of these accidents is the operation of boilers with faulty or unregulated safety valves and faulty pressure gauges. In some cases, accidents occur due to the fact that boilers are put into operation with safety valves turned off by means of plugs or jammed, or they allow arbitrary changes in the adjustment of the valves, imposing an additional load on the valve levers in case of malfunction or lack of automation and safety means.
An accident occurred in the boiler room of the steam boiler E-1 / 9-1T due to overpressure, as a result of which the boiler room was partially destroyed. The E-1/9-IT boiler was manufactured by the Taganrog House-Building Plant for operation on solid fuel. By agreement with the manufacturer, the boiler was converted to liquid fuel, with an AP-90 burner installed and automatic devices mounted to shut off the fuel supply to the boiler in two cases - when the water level dropped below the permissible level and the pressure increased above the set one. Before commissioning the boiler, the failed feed pump ND-1600/10 with a flow rate of 1.6 m3 / h and a discharge pressure of 0.98 MPa was replaced by a centrifugal vortex pump with a flow rate of 14.4 m3 / h and a discharge pressure 0.82 MPa. The high power of the engine of this pump did not allow it to be turned on electrical circuit automatic regulation of the boiler water supply, therefore it was carried out manually. The automatic protection against low water level was disabled, and the automatic protection against overpressure did not work due to a sensor malfunction. The operator, detecting a water leak, turned on the feed pump. The hatch cover of the upper drum was immediately torn out and the lower left collector was destroyed at the place where the grate was welded to it. The accident occurred due to a sharp increase in pressure in the boiler due to a deep loss of water and its subsequent recharge. Calculations showed that the pressure in the boiler in this case could rise to 2.94 MPa.
The thickness of the hatch cover in some places was less than 8 mm, and the cover was deformed.
In connection with this accident, the USSR Gosgortekhnadzor suggested to owners operating steam boilers: not to allow the operation of boilers in the absence or malfunction of safety automation and instrumentation; provide maintenance, adjustment and repair of safety automation equipment by qualified specialists.
In accordance with the letter of the USSR Gosgortekhnadzor No. 06-1-40 / 98 dated 05.14.87 "On ensuring the reliable operation of steam boilers E-1.0-9", the owners of boilers of this type are obliged to reduce the pressure allowed in operation for boilers that have a cover thickness hatch cover 8 mm with fastening of the hatch cover with studs up to 0.6 MPa, since the Minenergomash factories produced drums of boilers E-1.0-9 with a steam capacity of 1 t / h with hatch covers 8 mm thick and the thickness of the hatch cover was increased to 10 mm.
An accident occurred in the boiler room with the E-1 / 9T boiler due to overpressure.
As a result of tearing off the bottom of the lower drum, the boiler was thrown from the place of installation in the direction of another boiler and, having hit, tore off the casing, "destroyed the lining, deformed 9 pipes of the side screen. The safety valves were pulled out of their seats on impact. When tested at the stand for pressure 1 , 1 MPa the valves did not work When disassembling the valves, it was found that its moving parts of the valve stuck.
The investigation found that the bottom of the boiler 0 600X8 mm was made by handicraft from steel that does not have a certificate.
After the bottom was welded, the boiler house workers carried out a hydraulic test with a pressure of 0.6 MPa, while the bottom was deformed. After a few days of boiler operation, cracks appeared in the weld, which were welded.
Due to a change in the design of the hatch cover of the lower drum (without the consent of the manufacturer), unsatisfactory repairs, an accident with serious consequences became possible.
Safety valve malfunctions
To prevent accidents of steam and hot water boilers due to excess pressure in them, the Rules of the State
|
Table 2.4. Safety valve malfunctions, their causes and remedy
|
The USSR State Technical Supervision Authority provides for the installation of at least two safety valves for each boiler with a steam capacity of more than 100 kg / h.
On steam boilers with a pressure above 3.9 MPa, only pulse-safety valves are installed.
Due to improper operation of safety valves or their defects, accidents took place in boiler rooms industrial enterprises and at power plants. So, at one power plant, with a sharp load drop due to a malfunction of the safety valves, the steam pressure in the boiler increased from 11.0 to 16.0 MPa. This disrupted the circulation, and the shield tube ruptured.
At another power plant, under the same operating conditions, the pressure increased from 11.0 to 14.0 MPa, as a result of which two wall tubes ruptured.
The investigation found that some safety valves did not work, since the impulse lines were closed by valves, and the rest of the valves did not provide the necessary steam release due to the use of uncalibrated springs in the impulse safety valves and, as a result, part of them broke.
Breakage of springs was observed in impulse valves after each opening. This occurred as a result of large dynamic forces from the outgoing steam jet at the moment of opening of the valve, which has a saddle bore diameter of 70 mm.
The main malfunctions in the operation of lever-cargo and spring-loaded safety valves are given in table. 2.4.
Safety valves must protect boilers and superheaters from exceeding the pressure in them by more than 10% of the design pressure. Exceeding the pressure with full opening of the safety valves by more than 10% of the calculated one can be allowed only if this possible pressure increase is taken into account when calculating the strength of the boiler and superheater.